一般有較高精度要求的扇形齒輪加工是先在整圓狀態下完成磨齒工序,再對齒坯按所需形狀進行切割的工藝來制造。這種加工工藝僅適應于齒坯切開后變形較小,或者是變形程度不影響設計要求的情況。由于齒根和齒面表面殘余應力對齒輪機械性能有很大的影響,當扇形齒輪形狀較復雜且為薄壁類時,若在整圓下磨齒達到設計圖樣要求,然后切開成形為扇形齒輪,必然造成齒坯較大變形。當扇形齒輪精度要求高或壁厚不均勻時,切割過程中發生的變形量或變形規律更是無法掌控。
要保證扇形齒輪的制造精度,就必須考慮先對齒坯進行精確切割,使得各基準及各重要表面幾何關系得以保證后,再進行磨齒,就可避免切割變形對扇形齒輪尺寸精度影響。此外,為防止磨削力作用所發生的較大變形,薄壁扇形齒輪磨削需要合理設計夾具,以滿足精度的要求。
本文通過對一種薄壁扇形齒輪工藝分析及夾具設計,為薄壁扇形齒輪磨削加工夾具設計提供了一個具體案例。
1 薄壁扇形齒輪結構及磨齒工藝分析
薄壁扇形齒輪結構特點:圖 1 所示為扇形齒輪結構示意圖,其中圖 1a 所示為扇形齒輪零件圖,圖1b 所示為其軸測圖。扇形齒輪的平均壁厚約為 1.5mm,直徑達Φ171mm,屬于典型薄壁零件。該薄壁扇形齒輪零件加工綱領屬小批次生產規模,其材料為15-5PH,齒面硬度為 40~47HRC,齒部精度為 6 級,齒面粗糙度為Ra0.8μm。薄壁扇形齒輪主要幾何尺寸及精度要求如表 1 所示。
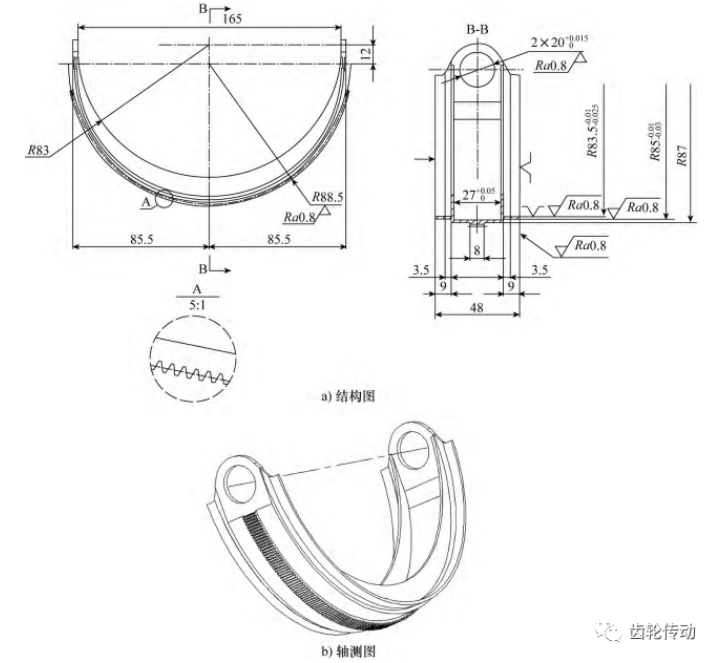
圖 1 扇形齒輪結構示意圖
表 1 薄壁扇形齒輪主要幾何尺寸及精度要求
由圖 1 和表 1 所示可以看出,該薄壁扇形齒輪精度要求高、形狀復雜、壁薄、齒面為硬齒面,適合磨齒加工工藝。
磨齒工藝分析:1) 因扇形齒輪精度要求高、形狀復雜、薄壁且壁厚不均勻,若采用先磨齒再切割成形的工藝,就會在切割時發生較大變形,嚴重影響磨齒后的齒輪精度。若先完成扇形齒坯切割成形工序,使扇形齒坯的各重要表面幾何形狀和尺寸保證后,再采用適當熱處理工藝消除內部應力,最終進行磨齒工序,就可避免切割時發生較大的變形。
2) 扇形齒輪結構為薄壁開口的扇形形狀,其扇形齒輪內孔為不完全圓柱面,無法直接利用心軸定位與夾緊,因此,設計夾具先要完成的任務就是確定合適的定位表面和夾緊面,以及設計簡單的定位夾緊機構。
薄壁扇形齒輪磨齒定位基準選擇:考慮到扇形齒輪使用情況和磨齒機工作情況,按基準統一原則和基準重合原則,借助夾具以較高加工精度的R83.5mm 內圓柱面和48mm 端面作為主定位基準,即一面(48mm一側端面)一孔(R83.5mm 內圓柱面)定位。
齒輪精度保證方法: 由表 1 所示可知,扇形齒輪的齒形精度和齒向精度要求較高。磨削力所致力變形及磨削時工件熱變形是影響齒形誤差的最重要因素之一,采用心軸定位能有效減小工件夾緊或磨削時發生的變形量,進而保證較高的齒形精度。齒向誤差主要因機床和刀架的垂直進給方向與扇形齒輪軸線有偏移所致,因此,應選擇具有較高加工精度的磨齒機床,以此來保證齒向誤差要求。
2 磨齒夾具設計
加工機床選擇:瑞士萊斯豪爾(Reischauer) RZ362A 蝸桿砂輪磨齒機采用整體式金剛石滾輪,在一次裝夾中修整砂輪的齒廓、齒根和齒頂型面,較為適合精度較高的硬齒面齒輪高效磨削加工,應能滿足齒向精度制造要求。通過上述分析及定位基準的選擇,結合RZ362A 數控磨齒機裝夾工件特點,選擇RZ362A 磨齒機作為齒廓加工機床。
裝夾方案:利用薄壁扇形齒輪的內孔定位可以有效保證待加工齒輪徑向跳動精度要求,同時由于R83.5mm 內圓柱面面積較大,能最大限度減小扇形齒輪因夾緊所發生的變形量,因而采用心軸雙頂尖方式定位,而扇形齒輪采用一面一孔典型定位方式。薄壁扇形齒輪夾具設計方案示意圖如圖 2 所示,采用心軸 4 上的外圓柱面及其上端面對扇形齒輪 5 實現定位,定位完成后擰緊螺母 1,壓板 2 將扇形齒輪 5 夾緊在定位托盤 3 上。
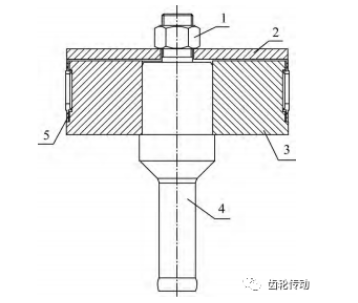
圖 2 薄壁扇形齒輪夾具設計方案示意圖
1. 螺母 2. 壓板 3. 定位托盤 4. 心軸 5. 扇形齒輪
夾具設計 :定位托盤結構圖如圖 3 所示。根據以上分析,薄壁扇形齒輪以R83.5mm內圓柱面和(48 ± 0.01) mm一側端面定位,因此定位托盤 3 的結構應包含外圓柱面和臺階面,如圖 3 所示 ![]() 和尺寸 47mm 左端面。扇形齒輪兩端耳孔
和尺寸 47mm 左端面。扇形齒輪兩端耳孔![]() 有較高制造精度( 見圖1) ,應合理利用,在設計定位托盤 3 時, 圓柱面
有較高制造精度( 見圖1) ,應合理利用,在設計定位托盤 3 時, 圓柱面 ![]() 徑向設置兩個長孔(見圖3) ,用來穿入拉桿7,通過拉桿7 和耳孔
徑向設置兩個長孔(見圖3) ,用來穿入拉桿7,通過拉桿7 和耳孔 ![]() 拉緊扇形齒輪兩端,使得扇形齒輪內孔緊貼定位托盤的定位圓柱面
拉緊扇形齒輪兩端,使得扇形齒輪內孔緊貼定位托盤的定位圓柱面 ![]() 上,進而避免扇形齒輪加工中發生較大徑向變形。
上,進而避免扇形齒輪加工中發生較大徑向變形。
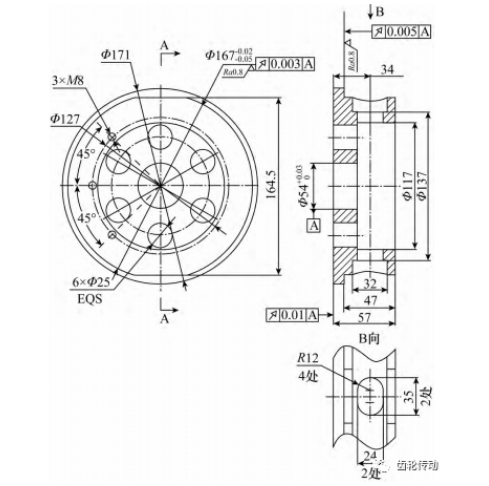
圖 3 定位托盤結構圖
整套夾具以心軸兩端中心孔安裝在磨齒機的雙頂尖上,夾具心軸如圖 4 所示。心軸 ![]() 外圓和 34mm 尺寸左端面安裝定位托盤。夾具制造時先將定位托盤 3 與心軸 4 兩者焊成一體,再研磨心軸兩端中心孔、定位托盤的定位外圓
外圓和 34mm 尺寸左端面安裝定位托盤。夾具制造時先將定位托盤 3 與心軸 4 兩者焊成一體,再研磨心軸兩端中心孔、定位托盤的定位外圓![]() 及端面,保證了磨齒夾具的定位精度要求。薄壁扇形齒輪磨齒夾具結構示意圖如圖 5 所示。
及端面,保證了磨齒夾具的定位精度要求。薄壁扇形齒輪磨齒夾具結構示意圖如圖 5 所示。
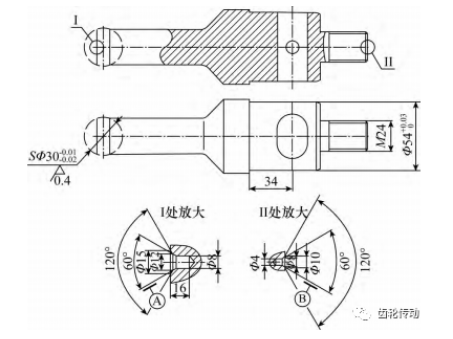 圖 4 夾具心軸
圖 4 夾具心軸 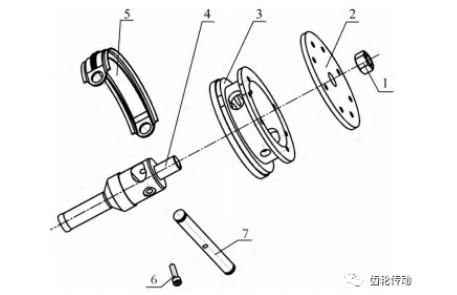
圖 5 磨齒夾具結構示意圖
1. 螺母 2. 壓板 3. 定位托盤 4. 心軸 5. 扇形齒輪 6. 銷釘 7. 拉桿
3 結語
本文設計的磨齒夾具經實際使用,制造出的扇形齒輪能滿足精度要求,因此,設計合理的磨齒夾具可以有效解決結構復雜且制造精度要求較高的薄壁扇形齒輪制造問題。