文章在分析汽車發(fā)動(dòng)機(jī)螺旋傘齒輪設(shè)計(jì)理論的基礎(chǔ)上,結(jié)合實(shí)際的閉式模鍛工藝要求,選用復(fù)動(dòng)閉式模具成型方案,
根據(jù)45鋼金屬力學(xué)性能和熱作模具鋼(4Cr5MoSiV1)材料性能,提出熱鍛模具預(yù)熱(溫度250℃)、動(dòng)模壓鍛速度(70mm/s)和摩擦系數(shù)(0.3)等工況參數(shù),
并通過設(shè)計(jì)復(fù)動(dòng)模具結(jié)構(gòu)(浮動(dòng)模芯、齒模內(nèi)/外圈)來增加流動(dòng)性并提高型制精度、結(jié)合使用壓力墊板減輕壓應(yīng)力和灰鐵模座降低模具制造成本、應(yīng)用復(fù)動(dòng)頂出結(jié)構(gòu)來解決鍛件卡模問題、
采用組合式凹模和彈簧復(fù)位以解決飛邊問題來實(shí)現(xiàn)螺旋傘齒輪制造,為其高生產(chǎn)率、高鍛件表面品質(zhì)的制造提供了可靠設(shè)計(jì)理論和制造依據(jù)。
近幾十年來,中國汽車行業(yè)取得了飛躍式的發(fā)展,“一帶一路”政策的實(shí)施和新能源汽車的普及,使得我國汽車產(chǎn)業(yè)的發(fā)展更加強(qiáng)勁,未來幾十年, 將會(huì)迎來一個(gè)更加繁榮昌盛的時(shí)代。
盡管一二線城 市的汽車擁有量極為可觀,但三四線城市以及農(nóng)村地區(qū)仍然存在巨大的發(fā)展?jié)摿Α?br />
汽車行業(yè)的迅猛增長(zhǎng)也促進(jìn)了汽車零部件制造商的迅猛崛起。隨著汽 車發(fā)動(dòng)機(jī)的重要性越來越高,螺旋傘齒輪作為關(guān)鍵零件的需求量不斷增加,質(zhì)量也日益提高。
本設(shè)計(jì)主要設(shè)計(jì)螺旋傘齒輪復(fù)動(dòng)閉式模具,以閉式模鍛的方法設(shè)計(jì)汽車發(fā)動(dòng)機(jī)螺旋傘齒輪。
在設(shè)計(jì)過程中, 仔細(xì)研究齒輪坯的幾何形狀和承載能力,以最大限度地提升其綜合性能。
本鍛造模具設(shè)計(jì)的發(fā)動(dòng)機(jī)螺旋傘齒輪,零件材料用的是45 鋼,為碳素結(jié)構(gòu)鋼,具有較好的塑性和沖擊韌性,在常溫以及不同的溫度下具有較好的塑性,因此在對(duì)螺旋傘齒輪的鍛造成型進(jìn)行模具設(shè)計(jì)前,需要對(duì)材料組成成分進(jìn)行了解。
模具材料采用熱作模具鋼(4Cr5MoSiV1)的參數(shù)為:碳0.42%~ 0.50%;模具初始硬度55HRC;模具預(yù)熱溫度250℃; 動(dòng)模運(yùn)動(dòng)速度70mm/s;剪切摩擦;摩擦系數(shù)0.3。
力學(xué)性能:屈服強(qiáng)度大于355MPa。在鍛造高溫金屬時(shí),模具預(yù)熱溫度在 200~300℃,模具預(yù)熱可以減少因溫度差異引起的熱應(yīng)力,避免模具因組織應(yīng)力不均勻,導(dǎo)致鍛件出現(xiàn)裂紋或變形。
同時(shí)預(yù)熱能夠顯著降低金屬在鍛造過程中的黏滯性,從而改善其流動(dòng)性,避免金屬表面過早冷卻和凝固,保持金屬的流動(dòng)性和塑性。
預(yù)熱還可以改善模具材料的組織結(jié)構(gòu),通過減少馬氏體相變帶來的體積變化,以降低熱應(yīng)力。
在實(shí)際應(yīng)用中,通過精確控制預(yù)熱溫度,可以有效延長(zhǎng)模具的使用壽命,減少因熱應(yīng)力導(dǎo)致的裂紋和斷裂現(xiàn)象。
螺旋傘齒輪零件在鍛造過程中需要依靠模具的閉合來進(jìn)行成型,從而達(dá)到預(yù)定的形狀和尺寸。
一般而言,模鍛是指在外力作用下,當(dāng)坯料的溫度達(dá)到金屬材料變形范圍內(nèi),使得材料產(chǎn)生塑性變形并充滿鍛模型腔的成型方法。
因此根據(jù)模具結(jié)構(gòu)的類 型主要分為開式模鍛和閉式模鍛兩種。
一般而言,在鍛造過程中,由于模具型面受到材料的擠壓和剪切,導(dǎo)致部件之間發(fā)生摩擦磨損,從而使零件的初始品質(zhì)無法達(dá)到設(shè)計(jì)要求。
因此,在確定其尺寸時(shí),應(yīng)當(dāng)綜合考慮材料的抗拉強(qiáng)度、表面沖擊韌性以及耐磨性,上下模加工過程中雖然公差滿足實(shí)際要求,
但由于裝配和調(diào)試后期尺寸公差發(fā)生變化,導(dǎo)致上模型面與下模的平面發(fā)生一定程度的傾斜或板料與上下模的間隙不均勻。上模可分為整體模具和組合模具,本次設(shè)計(jì)的模具采用的是組合模具,由浮動(dòng)模芯、齒模、齒模內(nèi)圈和齒模外圈組成,其形狀如圖1所示。
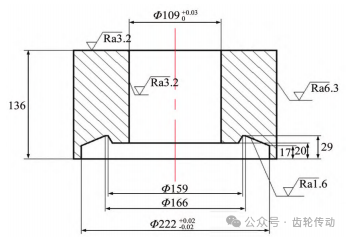
圖1 齒模結(jié)構(gòu)圖
為了滿足使用要求,壓 力墊板必須具備良好的強(qiáng)度和剛度,通常使用45鋼制作,經(jīng)過淬火處理,但是,當(dāng)承受的壓力超出正常范圍時(shí),也可以使用合金鋼來增加它的承載能力。如圖2所示。
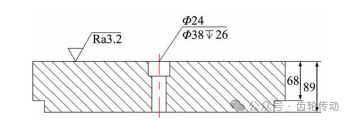
圖2 上模墊板
下模座一般用于安裝模具零件,如導(dǎo)柱、導(dǎo)套, 連接上下模固定板等零件,通常采用灰鑄鐵制造。
本設(shè)計(jì)的螺旋傘齒輪零件的鍛造模具尺寸不是很大,為了減少制造成本,同時(shí)符合結(jié)構(gòu)設(shè)計(jì),查閱模具結(jié)構(gòu)設(shè)計(jì)手冊(cè)后選擇標(biāo)準(zhǔn)模架。如圖3所示。
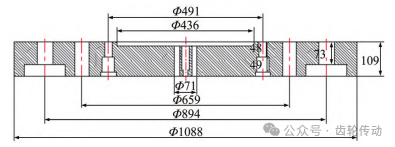
圖3 下模座
完成擠壓之后,由于彈性變形,擠壓件可能會(huì)被緊固在凸模上,也可能會(huì)被卡在凹模的內(nèi)部,因此,必須采取措施解決這個(gè)問題。
一種方法是通過卸料裝置將擠壓件從凸模中卸下,另一種方法是通過頂出裝置將其從凹模的內(nèi)部釋放。
當(dāng)擠壓成型工件因貼模力作用滯留在凹模型腔時(shí),必須借助專用頂出裝置實(shí)現(xiàn)脫模。該頂出系統(tǒng)通常集成在壓力機(jī)底座部位,其工作機(jī)理可分為兩種典型配置方案。
1) 沒有配備專門頂出機(jī)構(gòu)的壓力機(jī),其模具需要自行設(shè)計(jì)頂出機(jī)構(gòu)。
頂出機(jī)構(gòu)采用上模安裝的反向拉桿機(jī)構(gòu)配合動(dòng)作,頂出機(jī)構(gòu)利用上模合模后沖程結(jié)束回退時(shí)反拉桿帶動(dòng)總成動(dòng)作,利用頂桿裝置的傳遞,進(jìn)而由頂出桿頂出。
這種機(jī)械聯(lián)動(dòng)機(jī)構(gòu)需要根據(jù)各機(jī)構(gòu)運(yùn)動(dòng)進(jìn)行行程配合計(jì)算,使頂出時(shí)間能與模具開合動(dòng)作相配合。
2) 有標(biāo)準(zhǔn)的頂出系統(tǒng)裝置的壓力機(jī)。
在模具設(shè)計(jì)過程中,模具的頂出系統(tǒng)可以只設(shè)計(jì)和壓力機(jī)頂出系統(tǒng)行程配合的頂桿,使機(jī)械接口能夠很好地實(shí)現(xiàn)標(biāo)準(zhǔn)化的對(duì)接,可提高模具與機(jī)械的匹配性,也能節(jié)約模具的研制成本,是目前模具設(shè)計(jì)的一種趨勢(shì)。
本設(shè)計(jì)的模具沒有專用的頂出機(jī)構(gòu),采用的是設(shè)計(jì)的頂出裝置。通過頂桿和頂板的運(yùn)動(dòng)把零件從模具上取下來。
螺旋傘齒輪零件模具的頂出桿的直徑與模具配合的公差采用H7/g6。
當(dāng)上模座、下模座、頂桿、墊板、定位圈和頂料桿等工作部件設(shè)計(jì)完成后,將螺旋傘齒輪零件鍛 造模具進(jìn)行裝配。
為確保裝配質(zhì)量,需要精心挑選合適的裝配基準(zhǔn)件。這些基準(zhǔn)件包括上模、下模和固定板,它們與零件的加工密切相關(guān)。
接著,需要安裝其他組成部分。圖4為模具的裝配圖。
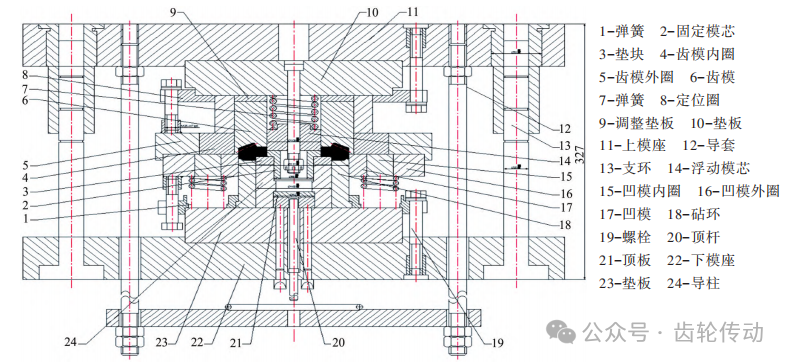
圖4 模具裝配圖
模具是一種復(fù)雜的制造設(shè)備,它包括齒輪模、凹槽模、浮動(dòng)模、固定模、墊片和砧板。
為了降低更換和維護(hù)模具的費(fèi)用,選擇了組合凹模的方式來制造齒輪和浮動(dòng)凹模。通過使用浮動(dòng)凹模,能夠更好地利用模膛和坯料之間的摩擦,從而提高金屬的流動(dòng)性并減少成型難度。
這種方法使得坯料能夠完全固定在模膛內(nèi),避免出現(xiàn)飛邊現(xiàn)象。
在上下模合模準(zhǔn)備過程,浮動(dòng)模芯14在彈簧7的作用下被先壓到底部位置,組合凹模在彈簧1的作用下向上頂升到預(yù)定位置的上限,
此時(shí),將已經(jīng)預(yù)熱到工藝溫度的環(huán)形坯料放入組合凹模型腔內(nèi),再經(jīng)過定位墊塊3實(shí)現(xiàn)徑向定位。
上模下移過程中, 組合凹模和組合齒模先行導(dǎo)向配合,并使浮動(dòng)模芯14和固定模芯2實(shí)現(xiàn)軸向?qū)希瑥亩餐瑯?gòu)成閉合的鍛造型腔;
上模繼續(xù)下行,彈簧1、彈簧7被壓縮,毛坯在封閉的模膛中成型;壓力機(jī)回程,上模上行,組合凹模和浮動(dòng)模芯14在彈簧作用下恢復(fù)到初始位置。
本研究研發(fā)了一套創(chuàng)新型間接頂出裝置以優(yōu)化鍛件脫模工藝。該裝置采用模塊化設(shè)計(jì)原理,在下模座下方配置了可移動(dòng)模塊作為動(dòng)力傳遞載體。
當(dāng)頂出行程達(dá)到預(yù)設(shè)閾值時(shí),可移動(dòng)模塊受斜面楔塊驅(qū)動(dòng)實(shí)現(xiàn)徑向位移,從而解除對(duì)頂桿20的支撐約束形成懸臂結(jié)構(gòu)。
脫模周期完成后,活動(dòng)模塊在重力作用下自動(dòng)復(fù)位至初始工位,同時(shí)通過拉簧預(yù)緊力維持模塊閉合狀態(tài),為后續(xù)坯料裝夾提供可靠定位基準(zhǔn)。
值得注意的是,頂桿20下行階段設(shè)置的彈性復(fù)位機(jī)構(gòu)可確保活動(dòng)模塊的精確閉合定位。
通過對(duì)模具加熱及彈簧復(fù)位結(jié)構(gòu)的設(shè)計(jì)保證冷熱應(yīng)力和卡模狀況。復(fù)合凹模的使用可有效防止飛邊的出現(xiàn),提升汽車發(fā)動(dòng)機(jī)螺旋傘齒輪成型的金屬流線及質(zhì)量。
選擇模架及采用灰鑄鐵下模座可進(jìn)一步控制模鍛模具的成本,整體結(jié)構(gòu)合理,在保證結(jié)構(gòu)穩(wěn)定性的前提下,簡(jiǎn)化結(jié)構(gòu)。
在模鍛模具的組裝中采用浮動(dòng)模芯的頂出結(jié)構(gòu),保證組合模在頂出及復(fù)位方面的合理性及易操作性。
為汽車發(fā)動(dòng)機(jī)關(guān)鍵部件的精密模鍛設(shè)計(jì)提供創(chuàng)新方法,具有一定工程適用價(jià)值。
參考文獻(xiàn):略
作者簡(jiǎn)介:王顏霞,碩士,講師,研究方向?yàn)榭刂乒こ?
根據(jù)45鋼金屬力學(xué)性能和熱作模具鋼(4Cr5MoSiV1)材料性能,提出熱鍛模具預(yù)熱(溫度250℃)、動(dòng)模壓鍛速度(70mm/s)和摩擦系數(shù)(0.3)等工況參數(shù),
并通過設(shè)計(jì)復(fù)動(dòng)模具結(jié)構(gòu)(浮動(dòng)模芯、齒模內(nèi)/外圈)來增加流動(dòng)性并提高型制精度、結(jié)合使用壓力墊板減輕壓應(yīng)力和灰鐵模座降低模具制造成本、應(yīng)用復(fù)動(dòng)頂出結(jié)構(gòu)來解決鍛件卡模問題、
采用組合式凹模和彈簧復(fù)位以解決飛邊問題來實(shí)現(xiàn)螺旋傘齒輪制造,為其高生產(chǎn)率、高鍛件表面品質(zhì)的制造提供了可靠設(shè)計(jì)理論和制造依據(jù)。
近幾十年來,中國汽車行業(yè)取得了飛躍式的發(fā)展,“一帶一路”政策的實(shí)施和新能源汽車的普及,使得我國汽車產(chǎn)業(yè)的發(fā)展更加強(qiáng)勁,未來幾十年, 將會(huì)迎來一個(gè)更加繁榮昌盛的時(shí)代。
盡管一二線城 市的汽車擁有量極為可觀,但三四線城市以及農(nóng)村地區(qū)仍然存在巨大的發(fā)展?jié)摿Α?br />
汽車行業(yè)的迅猛增長(zhǎng)也促進(jìn)了汽車零部件制造商的迅猛崛起。隨著汽 車發(fā)動(dòng)機(jī)的重要性越來越高,螺旋傘齒輪作為關(guān)鍵零件的需求量不斷增加,質(zhì)量也日益提高。
本設(shè)計(jì)主要設(shè)計(jì)螺旋傘齒輪復(fù)動(dòng)閉式模具,以閉式模鍛的方法設(shè)計(jì)汽車發(fā)動(dòng)機(jī)螺旋傘齒輪。
在設(shè)計(jì)過程中, 仔細(xì)研究齒輪坯的幾何形狀和承載能力,以最大限度地提升其綜合性能。
工作模具設(shè)計(jì)
本鍛造模具設(shè)計(jì)的發(fā)動(dòng)機(jī)螺旋傘齒輪,零件材料用的是45 鋼,為碳素結(jié)構(gòu)鋼,具有較好的塑性和沖擊韌性,在常溫以及不同的溫度下具有較好的塑性,因此在對(duì)螺旋傘齒輪的鍛造成型進(jìn)行模具設(shè)計(jì)前,需要對(duì)材料組成成分進(jìn)行了解。
模具材料采用熱作模具鋼(4Cr5MoSiV1)的參數(shù)為:碳0.42%~ 0.50%;模具初始硬度55HRC;模具預(yù)熱溫度250℃; 動(dòng)模運(yùn)動(dòng)速度70mm/s;剪切摩擦;摩擦系數(shù)0.3。
力學(xué)性能:屈服強(qiáng)度大于355MPa。在鍛造高溫金屬時(shí),模具預(yù)熱溫度在 200~300℃,模具預(yù)熱可以減少因溫度差異引起的熱應(yīng)力,避免模具因組織應(yīng)力不均勻,導(dǎo)致鍛件出現(xiàn)裂紋或變形。
同時(shí)預(yù)熱能夠顯著降低金屬在鍛造過程中的黏滯性,從而改善其流動(dòng)性,避免金屬表面過早冷卻和凝固,保持金屬的流動(dòng)性和塑性。
預(yù)熱還可以改善模具材料的組織結(jié)構(gòu),通過減少馬氏體相變帶來的體積變化,以降低熱應(yīng)力。
在實(shí)際應(yīng)用中,通過精確控制預(yù)熱溫度,可以有效延長(zhǎng)模具的使用壽命,減少因熱應(yīng)力導(dǎo)致的裂紋和斷裂現(xiàn)象。
模具結(jié)構(gòu)設(shè)計(jì)
螺旋傘齒輪零件在鍛造過程中需要依靠模具的閉合來進(jìn)行成型,從而達(dá)到預(yù)定的形狀和尺寸。
一般而言,模鍛是指在外力作用下,當(dāng)坯料的溫度達(dá)到金屬材料變形范圍內(nèi),使得材料產(chǎn)生塑性變形并充滿鍛模型腔的成型方法。
因此根據(jù)模具結(jié)構(gòu)的類 型主要分為開式模鍛和閉式模鍛兩種。
一般而言,在鍛造過程中,由于模具型面受到材料的擠壓和剪切,導(dǎo)致部件之間發(fā)生摩擦磨損,從而使零件的初始品質(zhì)無法達(dá)到設(shè)計(jì)要求。
因此,在確定其尺寸時(shí),應(yīng)當(dāng)綜合考慮材料的抗拉強(qiáng)度、表面沖擊韌性以及耐磨性,上下模加工過程中雖然公差滿足實(shí)際要求,
但由于裝配和調(diào)試后期尺寸公差發(fā)生變化,導(dǎo)致上模型面與下模的平面發(fā)生一定程度的傾斜或板料與上下模的間隙不均勻。上模可分為整體模具和組合模具,本次設(shè)計(jì)的模具采用的是組合模具,由浮動(dòng)模芯、齒模、齒模內(nèi)圈和齒模外圈組成,其形狀如圖1所示。
圖1 齒模結(jié)構(gòu)圖
壓力墊板的設(shè)計(jì)
在擠壓過程中,由于模具型腔內(nèi)的單位壓力非常大,若是將上模和下模的軸向壓應(yīng)力直接施加于上下模板,就會(huì)導(dǎo)致模板的壓塌,為了減輕這種壓應(yīng)力,需要在這兩個(gè)模板之間安裝一層淬硬的壓力墊板,也就是所謂的墊板。為了滿足使用要求,壓 力墊板必須具備良好的強(qiáng)度和剛度,通常使用45鋼制作,經(jīng)過淬火處理,但是,當(dāng)承受的壓力超出正常范圍時(shí),也可以使用合金鋼來增加它的承載能力。如圖2所示。
圖2 上模墊板
模座的設(shè)計(jì)
下模座一般用于安裝模具零件,如導(dǎo)柱、導(dǎo)套, 連接上下模固定板等零件,通常采用灰鑄鐵制造。
本設(shè)計(jì)的螺旋傘齒輪零件的鍛造模具尺寸不是很大,為了減少制造成本,同時(shí)符合結(jié)構(gòu)設(shè)計(jì),查閱模具結(jié)構(gòu)設(shè)計(jì)手冊(cè)后選擇標(biāo)準(zhǔn)模架。如圖3所示。
圖3 下模座
復(fù)動(dòng)頂出機(jī)構(gòu)設(shè)計(jì)
完成擠壓之后,由于彈性變形,擠壓件可能會(huì)被緊固在凸模上,也可能會(huì)被卡在凹模的內(nèi)部,因此,必須采取措施解決這個(gè)問題。
一種方法是通過卸料裝置將擠壓件從凸模中卸下,另一種方法是通過頂出裝置將其從凹模的內(nèi)部釋放。
當(dāng)擠壓成型工件因貼模力作用滯留在凹模型腔時(shí),必須借助專用頂出裝置實(shí)現(xiàn)脫模。該頂出系統(tǒng)通常集成在壓力機(jī)底座部位,其工作機(jī)理可分為兩種典型配置方案。
1) 沒有配備專門頂出機(jī)構(gòu)的壓力機(jī),其模具需要自行設(shè)計(jì)頂出機(jī)構(gòu)。
頂出機(jī)構(gòu)采用上模安裝的反向拉桿機(jī)構(gòu)配合動(dòng)作,頂出機(jī)構(gòu)利用上模合模后沖程結(jié)束回退時(shí)反拉桿帶動(dòng)總成動(dòng)作,利用頂桿裝置的傳遞,進(jìn)而由頂出桿頂出。
這種機(jī)械聯(lián)動(dòng)機(jī)構(gòu)需要根據(jù)各機(jī)構(gòu)運(yùn)動(dòng)進(jìn)行行程配合計(jì)算,使頂出時(shí)間能與模具開合動(dòng)作相配合。
2) 有標(biāo)準(zhǔn)的頂出系統(tǒng)裝置的壓力機(jī)。
在模具設(shè)計(jì)過程中,模具的頂出系統(tǒng)可以只設(shè)計(jì)和壓力機(jī)頂出系統(tǒng)行程配合的頂桿,使機(jī)械接口能夠很好地實(shí)現(xiàn)標(biāo)準(zhǔn)化的對(duì)接,可提高模具與機(jī)械的匹配性,也能節(jié)約模具的研制成本,是目前模具設(shè)計(jì)的一種趨勢(shì)。
本設(shè)計(jì)的模具沒有專用的頂出機(jī)構(gòu),采用的是設(shè)計(jì)的頂出裝置。通過頂桿和頂板的運(yùn)動(dòng)把零件從模具上取下來。
螺旋傘齒輪零件模具的頂出桿的直徑與模具配合的公差采用H7/g6。
模具的裝配
當(dāng)上模座、下模座、頂桿、墊板、定位圈和頂料桿等工作部件設(shè)計(jì)完成后,將螺旋傘齒輪零件鍛 造模具進(jìn)行裝配。
為確保裝配質(zhì)量,需要精心挑選合適的裝配基準(zhǔn)件。這些基準(zhǔn)件包括上模、下模和固定板,它們與零件的加工密切相關(guān)。
接著,需要安裝其他組成部分。圖4為模具的裝配圖。
圖4 模具裝配圖
模具是一種復(fù)雜的制造設(shè)備,它包括齒輪模、凹槽模、浮動(dòng)模、固定模、墊片和砧板。
為了降低更換和維護(hù)模具的費(fèi)用,選擇了組合凹模的方式來制造齒輪和浮動(dòng)凹模。通過使用浮動(dòng)凹模,能夠更好地利用模膛和坯料之間的摩擦,從而提高金屬的流動(dòng)性并減少成型難度。
這種方法使得坯料能夠完全固定在模膛內(nèi),避免出現(xiàn)飛邊現(xiàn)象。
在上下模合模準(zhǔn)備過程,浮動(dòng)模芯14在彈簧7的作用下被先壓到底部位置,組合凹模在彈簧1的作用下向上頂升到預(yù)定位置的上限,
此時(shí),將已經(jīng)預(yù)熱到工藝溫度的環(huán)形坯料放入組合凹模型腔內(nèi),再經(jīng)過定位墊塊3實(shí)現(xiàn)徑向定位。
上模下移過程中, 組合凹模和組合齒模先行導(dǎo)向配合,并使浮動(dòng)模芯14和固定模芯2實(shí)現(xiàn)軸向?qū)希瑥亩餐瑯?gòu)成閉合的鍛造型腔;
上模繼續(xù)下行,彈簧1、彈簧7被壓縮,毛坯在封閉的模膛中成型;壓力機(jī)回程,上模上行,組合凹模和浮動(dòng)模芯14在彈簧作用下恢復(fù)到初始位置。
本研究研發(fā)了一套創(chuàng)新型間接頂出裝置以優(yōu)化鍛件脫模工藝。該裝置采用模塊化設(shè)計(jì)原理,在下模座下方配置了可移動(dòng)模塊作為動(dòng)力傳遞載體。
當(dāng)頂出行程達(dá)到預(yù)設(shè)閾值時(shí),可移動(dòng)模塊受斜面楔塊驅(qū)動(dòng)實(shí)現(xiàn)徑向位移,從而解除對(duì)頂桿20的支撐約束形成懸臂結(jié)構(gòu)。
脫模周期完成后,活動(dòng)模塊在重力作用下自動(dòng)復(fù)位至初始工位,同時(shí)通過拉簧預(yù)緊力維持模塊閉合狀態(tài),為后續(xù)坯料裝夾提供可靠定位基準(zhǔn)。
值得注意的是,頂桿20下行階段設(shè)置的彈性復(fù)位機(jī)構(gòu)可確保活動(dòng)模塊的精確閉合定位。
結(jié) 論
文章針對(duì)汽車發(fā)動(dòng)機(jī)螺旋傘齒輪采用閉式模鍛工藝進(jìn)行閉式模鍛模及其設(shè)計(jì),并針對(duì)4Cr5MoSiV1與45鋼兩種鍛模材料對(duì)鍛模結(jié)構(gòu)進(jìn)行了優(yōu)化設(shè)計(jì),結(jié)合組合模及壓力墊板結(jié)構(gòu)提升汽車發(fā)動(dòng)機(jī)螺旋傘齒輪成形的生產(chǎn)效率及質(zhì)量。通過對(duì)模具加熱及彈簧復(fù)位結(jié)構(gòu)的設(shè)計(jì)保證冷熱應(yīng)力和卡模狀況。復(fù)合凹模的使用可有效防止飛邊的出現(xiàn),提升汽車發(fā)動(dòng)機(jī)螺旋傘齒輪成型的金屬流線及質(zhì)量。
選擇模架及采用灰鑄鐵下模座可進(jìn)一步控制模鍛模具的成本,整體結(jié)構(gòu)合理,在保證結(jié)構(gòu)穩(wěn)定性的前提下,簡(jiǎn)化結(jié)構(gòu)。
在模鍛模具的組裝中采用浮動(dòng)模芯的頂出結(jié)構(gòu),保證組合模在頂出及復(fù)位方面的合理性及易操作性。
為汽車發(fā)動(dòng)機(jī)關(guān)鍵部件的精密模鍛設(shè)計(jì)提供創(chuàng)新方法,具有一定工程適用價(jià)值。
參考文獻(xiàn):略
作者簡(jiǎn)介:王顏霞,碩士,講師,研究方向?yàn)榭刂乒こ?