齒輪作為各類傳動系統的核心關鍵零件,常工作在高速、重載、腐蝕性強的環境中,其表面質量對整個系統的使用性能有著至關重要的影響。齒輪鋼材料常通過熱處理等方式達到表面強化的目的,其淬硬表面可達HRC58~62,屬于難加工材料,在普通磨削加工中存在著磨削力大、表面易燒傷、工具易磨損等問題。基于此,本文對齒輪鋼材料淬硬表面的磨削性能進行研究,以期為制定磨削加工工藝提供技術支持。
超聲振動輔助磨削技術是一種集普通磨削與超聲加工于一體的高性能復合加工技術,近年來快速發展,在提升難加工材料加工效率、改善加工質量等方面顯示出積極效果。Bhaduri 等對比了 SiC 砂輪和金剛石砂輪在超聲振動條件下對鈦鋁金屬間化合物的磨削加工效果,結果表明,超聲振動可以降低 35% 的磨削力,工件表面粗糙度降低 10%。Nik 等采用數學建模、有限元分析和遺傳算法相結合的方法,對超聲裝置進行了設計、優化和制造,并開展了超聲振動輔助磨削 Ti–6Al–4V 試驗,比較了常規磨削和超聲磨削工藝的磨削力和表面粗糙度,結果表明,超聲條件下 Ti–6Al–4V 的磨削力更小,表面質量更好。Wei 等通過建立微破碎產生區域比例計算模型和信息尺寸模型分析了旋轉超聲振動輔助磨削條件下工程陶瓷表面微破碎的輪廓大小,結果表明,超聲振動的施加降低了表面破碎的尺寸,提高了表面質量。鑒于當前將超聲輔助加工技術應用于磨削齒輪鋼淬硬表面的研究較少,開展齒輪鋼淬硬表面超聲振動輔助磨削研究工作對提高齒輪表面質量有重要意義。
本文對比了淬硬齒輪鋼 AISI 9310 和軸承鋼 GCr15 的超聲振動輔助磨削加工性。通過搭建齒輪鋼淬硬表面超聲振動輔助磨削試驗平臺,設計單因素試驗研究磨削加工工藝參數對磨削力、表面粗糙度的影響規律及作用機制,并分析了磨削表面微觀形貌及其影響因素,為制定超聲振動輔助磨削加工策略奠定基礎。
一、試驗及方法
試驗材料及裝置
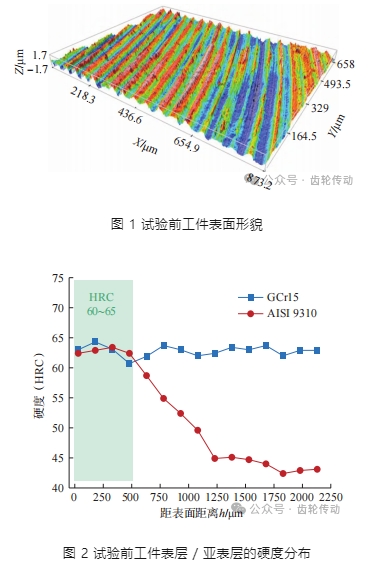
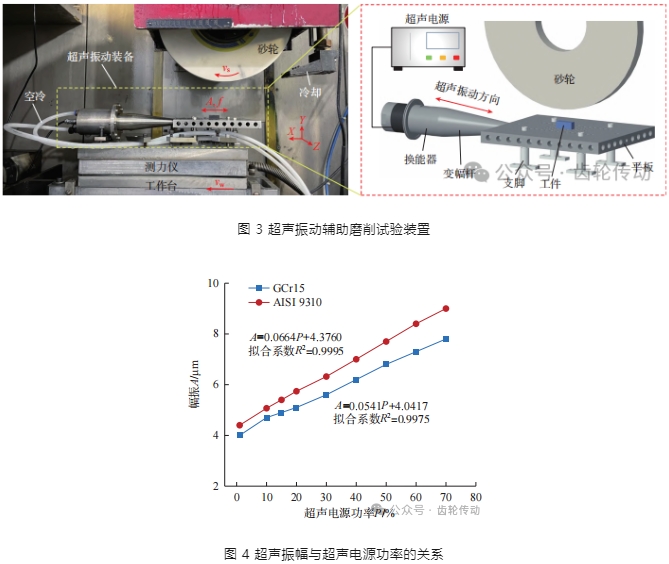
試驗所用工件材料為滲碳淬火齒輪鋼 AISI 9310 和淬火軸承鋼 GCr15,其化學成分如表 1 所示。通過電火花線切割加工(WEDM)制備尺寸為 30 mm×10 mm×12 mm 的工件。其中,10 mm 為砂輪寬度方向,30 mm 為工件進給方向,12 mm 為磨削深度方向,30 mm×10 mm 即為平面磨削試驗表面,且在試驗前通過銑削將該表面粗糙度降低至 Ra0.8 μm,如圖 1 所示。圖 2 為試驗前工件表層 / 亞表層的硬度分布,在距表層 500 μm 的深度內, 兩種鋼材料熱處理后的硬度能夠達到 HRC60~65。

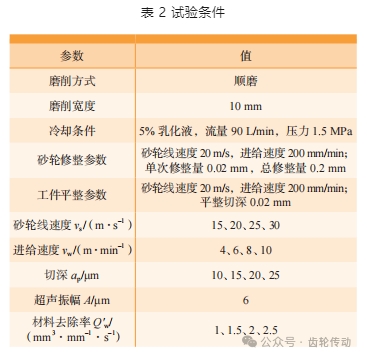
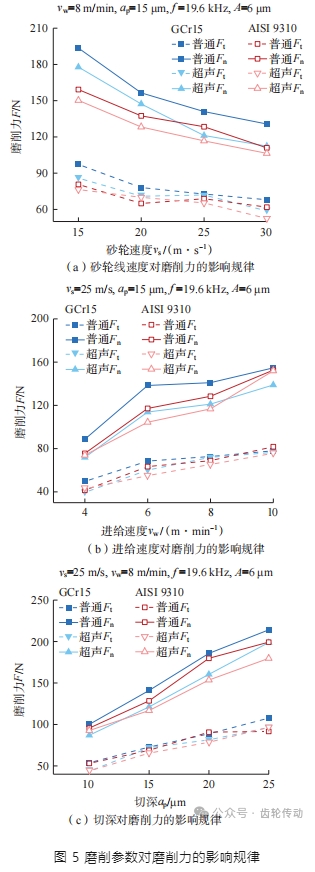
試驗裝置如圖 3 所示。磨削試驗采用 BLOHM Profit MT–408 高速精密平面成形磨床,其最大輸出功率為 45 kW,最大轉速為 8000 r/min,并配有冷卻系統。砂輪采用已廣泛用于磨削淬火鋼的白剛玉砂輪,牌號為 WA80F6V35M,其最大線速度為 35 m/s,磨粒粒度為 80#,外徑為 400 mm,寬度為 20 mm。工件通過螺栓固定于自研的超聲振動平臺上,將該平臺連接至超聲電源并設置頻率為平臺的諧振頻率 19.6 kHz,以產生平行于工作臺進給方向的高頻振動。此外,在調節超聲電源功率的同時,利用單點激光測振儀 LV–S01 測量工件的振幅,如圖 4 所示,兩種材料的實際振幅與超聲電源輸出功率呈現良好的線性關系,在試驗中通過控制超聲電源功率使振幅為 6 μm。此外,磨削環境非常復雜,磨削過程中工件周圍被冷卻液覆蓋,導致無法采集到磨削過程中的動態振幅信號,所以本研究中采用了無磨削熱力負載條件下的振幅值。
試驗條件及方案
為探究齒輪鋼 AISI 9310 淬硬表面超聲振動輔助磨削加工性,設計以磨削 3 要素為變量的單因素對比試驗,即砂輪線速度 vs、進給速度 vw 和切深 ap。所有試驗均采用順磨的方式,在試驗過程中,交替關閉和開啟超聲電源以實現普通磨削和切向超聲磨削。每組試驗前,使用相同的磨削參數對工件進行平整,并使用單點金剛石筆對白剛玉砂輪進行修整,以確保試驗條件的一致性。具體的試驗條件如表 2 所示。
試驗中的磨削力經由 Kistler 9253B 型三向壓電測力儀采集,后通過 Kistler 5080A 型電荷放大器放大電信號,最終在計算機軟件上進行顯示和處理。選取 3 次穩定磨削階段力信號的平均值作為文中的磨削力值。對工件表面質量檢測前使用無水乙醇對已加工表面進行清洗并干燥,加工后表面粗糙度 Ra 采用 MAHR M2 型手持式粗糙度儀進行測量,檢測時,使金剛石觸針處在垂直于被測表面的上方,并做垂直于磨削方向的運動。為使測量數據更加準確,在每個被測表面區域內各隨機測量 3 次,取其平均值作為最終表面粗糙度的數據。表面微觀形貌特征采用 Quanta 200 型掃描電子顯微鏡進行表征。
二、結果與討論
磨削力及其經驗公式的建立
磨削力常用于描述磨削過程和分析磨削機理,反映了加工期間砂輪與工件之間的相互作用,是評價材料磨削性能的一項重要指標,與材料本身力學性能、磨削工藝參數、加工裝備等都有著密切的關系。本文采用平面磨削,軸向力可忽略不計,且磨削參數中的切深較小,測力儀力系與實際磨削力力系間無須轉換,即由測力儀測得的 y、z 兩個方向的力為切向磨削力 Ft 與法向磨削力 Fn。
淬硬鋼平面磨削過程中,磨削參數對切向磨削力和法向磨削力的影響規律如圖 5 所示。超聲磨削降低磨削力效果顯著(圖 5(a)),隨著砂輪線速度從 15 m/s 增大至 30 m/s,普通磨削和超聲磨削的法向和切向磨削力均呈減小的趨勢,與普通磨削相比,超聲條件下,GCr15 與 AISI 9310 的切向磨削力最高降低 13.64% 與 15.04%,法向磨削力最高降低 14.08% 與 9.1%;如圖 5(b)所示,隨著進給速度從 4 m/min 增大至 10 m/min,普通磨削和超聲磨削的法向和切向磨削力均呈增大的趨勢,與普通磨削相比,超聲條件下,GCr15 與 AISI 9310 切向磨削力最高降低 20.51% 與 13.17%,法向磨削力最高降低18.91% 與 10.87%;如圖 5(c)所示,隨著磨削深度從 10 μm 增大至 25 μm,普通磨削和超聲磨削的法向和切向磨削力均呈增大的趨勢,與普通磨削相比,超聲條件下,GCr15 與 AISI 9310 切向磨削力最高降低 19.07% 與 17.36%,法向磨削力最高降低 14.08% 與 14.6%。張洪麗指出,切向超聲振動對單顆磨粒切削深度的影響甚微,但切向超聲振動的斷續磨削特性能夠提高砂輪磨粒的微破碎,使磨削過程中磨粒切削刃一直鋒利,實現了磨削力的降低。此外,GCr15 作為高碳鉻鋼,有較多的網狀和片狀滲碳體組織,且 Cr 元素含量高導致磨削溫度升高后伴有二次硬化的作用,因此其磨削力高于低碳鋼 AISI 9310。
磨削力數學模型的建立能夠預測在不同磨削條件下的加工性能,從而有利于找到最佳的磨削工藝參數。磨削力由法向和切向兩部分組成,在本次試驗中兩者的變化趨勢相同,并且本次試驗測得的磨削力符合一般磨削的基本規律,測量數據可靠,本文以法向磨削力為目標,建立經驗公式以指導加工參數的選擇。根據經驗公式的普適模型可表達為
通過對等號兩邊同時取對數得到多元線性回歸方程,即
從本次 10 組試驗所得的法向磨削力數據中,取出 9 組作為樣本數據,經統計回歸后得到兩種淬硬鋼表面法向磨削力經驗式(3)~(6)。
如表 3 所示,將最后一組試驗參數代入經驗公式,對比計算值與試驗值,可見其誤差均在 10% 以內,說明所建立的法向磨削力數學模型與試驗數據擬合度較好。此外,普通磨削的誤差小于超聲磨削,這是由于超聲條件下磨粒常因沖擊產生隨機破碎,僅考慮 3 個輸入變量的經驗公式不足以描述磨削力與磨削參數間的關系。若誤差過大則可以考慮采用神經網絡法,處理超聲磨削中復雜的輸入輸出關系,以指導磨削加工用量的制定。

磨削力比與比磨削能
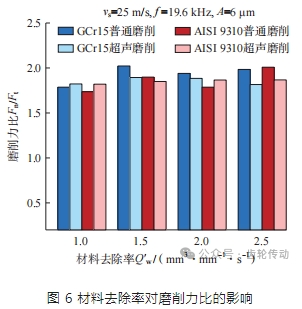
與磨削力相同,磨削力比也是評價磨削過程中材料磨削性能的重要指標。圖 6 顯示了材料去除率對磨削力比的影響。普通磨削中力比的變化范圍較大,GCr15 和 AISI 9310 在普通磨削中力比的變化范圍分別是 1.79~2.02 和 1.74~2.01,而在超聲磨削中力比則較為穩定,變化范圍分別是 1.82~1.89 和 1.82~1.87,顯示出白剛玉砂輪在超聲磨削淬硬齒輪鋼時優良的磨削性能。當材料去除率為 1 mm3 /(mm·s)時,超聲磨削中砂輪磨粒因受到沖擊而破碎,其磨損程度大于普通磨削中砂輪的正常磨損,導致超聲磨削力比大于普通磨削;當材料去除率為 2.5 mm3 /(mm·s)時,普通磨削中砂輪磨損加劇,GCr15 和 AISI 9310 表面的磨削力比分別增大 11.07% 和 15.71%,而超聲磨削力比變化不大,且比普通磨削減少了 8.46% 和 7.04%。由此,證明了超聲振動輔助磨削工藝有助于增大磨削加工參數,并將材料去除率提高了 2.5 倍,提高了加工效率。
比磨削能 es 作為磨削過程中最重要的物理量之一,由磨削力與加工工藝參數推導而來,反映了去除單位體積工件材料的過程中所消耗的能量。圖 7 顯示了材料去除率對比磨削能的影響,GCr15 與 AISI 9310 淬硬表面的比磨削能曲線由最小二乘法擬合得到,可表示為式(7)~(10)。
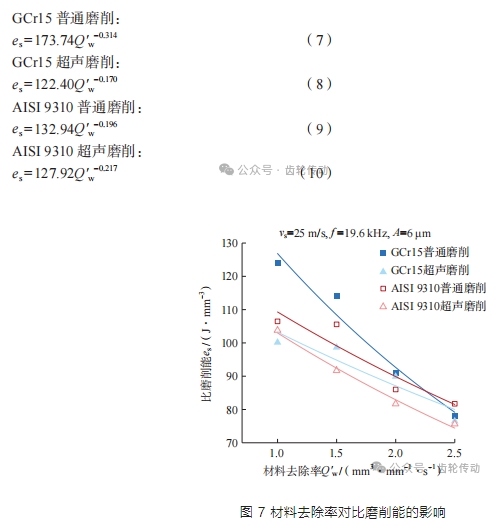
可以看出,AISI 9310 的比磨削能在多數條件下小于 GCr15,說明 AISI 9310 淬硬表面的磨削性能好于 GCr15 淬硬表面。兩種材料在普通磨削與超聲磨削條件下,隨著材料去除率的增大,比磨削能均呈現降低的趨勢。當材料去除率為 1 mm3 /(mm·s)時,GCr15 普通磨削與超聲磨削的比磨削能分別為 124.08 J/mm3 和 100.14 J/mm3 ,AISI 9310 普通磨削與超聲磨削的比磨削能分別為 106.47 J/mm3 和 103.77 J/mm3;當材料去除率增大至 2.5 mm3 /(mm·s)時,GCr15 普通磨削和超聲磨削的比磨削能分別降低至 77.96 J/mm3 和76.47 J/mm3 ,AISI9310 普通磨削和超聲磨削的比磨削能分別降低至 81.72 J/mm3 和75.63 J/mm3 ,這是由于尺寸效應造成的,是材料硬化和熱軟化效應綜合作用的結果。材料去除率較小時,磨粒的鈍圓半徑與最大未變形切厚的比值較大,在成屑前磨粒反復擠壓待加工表面,磨削區材料應變硬化起主要作用,比磨削能較大。此外,高頻振動的引入實現了砂輪的微破碎,從而提高了砂輪的自銳性,使得超聲磨削的比磨削能始終小于普通磨削,改善了材料的磨削性能。
表面粗糙度與表面微觀形貌特征
工件表面粗糙度是衡量磨削加工表面完整性的一個重要指標。磨削參數對表面粗糙度的影響規律如圖 8 所示。超聲磨削能夠降低表面粗糙度,如圖 8(a)所示,隨著砂輪線速度從 15 m/s 增大至 30 m/s,表面粗糙度呈減小的趨勢,超聲條件下,GCr15 與 AISI 9310 表面粗糙度最高降低 7.39% 與 9.47%;如圖 8(b)所示,隨著進給速度從 4 m/min 增大至 10 m/min,表面粗糙度呈增大的趨勢,超聲條件下,GCr15 與 AISI 9310 表面粗糙度最高降低 8.62% 與 6.41%;如圖 8(c)所示,隨著磨削深度從 10 μm 增大至 25 μm,表面粗糙度呈增大的趨勢,超聲條件下,GCr15與AISI 9310 表面粗糙度最高降低 7.79%與7.03%。表面粗糙度 Ra 與已加工表面的材料殘留高度有關,切向超聲振動輔助磨削中砂輪對工件反復熨燙,有助于降低表面粗糙度。
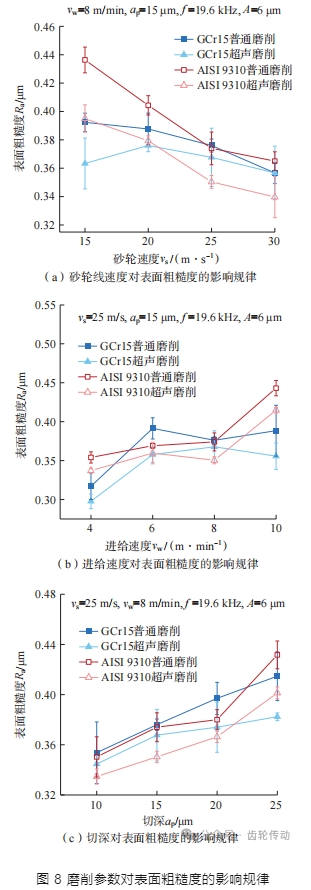
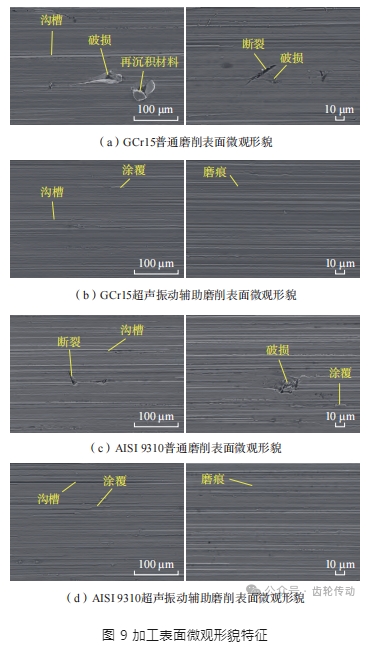
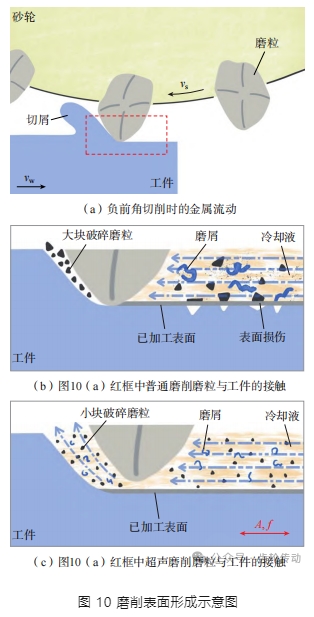
圖 9 為加工后工件表面的微觀形貌。在熱、機械復合作用條件下,普通磨削中存在較大范圍的材料斷裂、破損、再沉積及涂覆等表面缺陷(圖 9(a)和(c));與普通磨削相比,超聲加工表面呈現出良好的表面紋理,無明顯的表面損傷(圖 9(b)和(d))。磨削表面形貌是由砂輪上的眾多磨粒對工件表面進行摩擦、耕犁、切削等綜合作用的結果。磨粒通常被認為具有負前角的 特性,磨屑從前刀面流出,圖 10(a)顯示了負前角切削時的金屬流動。如圖 10(b)所示,普通磨削中磨粒不斷接觸工件,導致冷卻液無法進入前刀面,前刀面的熱量增加,材料的塑性流動作用增強,磨屑容易黏附在砂輪表面,產生再沉積缺陷,未成屑材料黏附在加工表面上,產生涂覆缺陷。此外,由于砂輪的擠壓,冷卻液中混入的大尺寸磨屑及破碎磨粒相當于游離磨料,容易對已加工表面造成材料的斷裂、破損等缺陷。超聲磨削中磨屑及破碎磨粒的尺寸更小,并且通過磨粒和工件的周期性分離改變冷卻液的流場,及時帶走熱量和磨削產物。因此,超聲振動中斷續磨削和往復熨燙的特性可以改善加工表面缺陷,有利于提高工件表面完整性。
三、結論
(1)超聲振動輔助磨削因其斷續磨削和往復熨燙的特性,能有效降低磨削力和比磨削能,且隨著材料去除率的增大,超聲磨削力比更加穩定,有助于提高材料的磨削加工性、增大磨削加工參數并提高加工效率。
(2)利用本次試驗數據建立的經驗公式可以預測白剛玉砂輪磨削 GCr15 與 AISI 9310 淬硬表面時的法向磨削力大小,誤差在 10% 以內。
(3)當磨削速度、工件進給速度和磨削深度分別為15 m/s、8 m/min 和 15 μm 時,與普通磨削相比,GCr15 和 AISI9310 淬硬表面切向超聲振動輔助磨削條件下表面粗糙度降低了 7.39% 和 9.47%,且加工表面無缺陷,提高了工件表面完整性。
參考文獻略.