在鋁合金高速加工領(lǐng)域,當(dāng)切削速度突破常規(guī)的1.5至4倍,當(dāng)轉(zhuǎn)速飆升至30000RPM以上,傳統(tǒng)刀具面臨離心撕裂、動平衡崩潰的生死考驗。如何通過創(chuàng)新設(shè)計讓刀具在“極速風(fēng)暴”中穩(wěn)如磐石?本文解密鋁合金高速銑削專用刀具的“三大武器”——可轉(zhuǎn)位、整體式與裝配式結(jié)構(gòu)的突破性設(shè)計,以及ISCAR如何用防甩機構(gòu)、輕量化刀體和智能冷卻系統(tǒng)重新定義加工極限。
01 速度革命: 當(dāng)鋁材加工進(jìn)入高速時代
高速銑削鋁及其合金時,采用的切削速度顯著高于常規(guī)。這種加工方式不僅能實現(xiàn)高效的材料去除,還能獲得優(yōu)異的表面質(zhì)量和加工精度。雖然對高速銑削的速度值沒有嚴(yán)格界定,但通常認(rèn)為其可達(dá)常規(guī)切削速度的1.5至4倍。實現(xiàn)高速銑削需使銑刀以極高轉(zhuǎn)速運行,通常達(dá)到30000 RPM或更高。
從設(shè)計角度看,用于鋁合金高速銑削的切削刀具與通用銑刀一樣,通常分為三類:
*可轉(zhuǎn)位刀具;
*整體式銑刀(以整體硬質(zhì)合金立銑刀為主);
*裝配式刀具(配備可更換的硬質(zhì)合金切削頭,如ISCAR的MULTI-MASTER產(chǎn)品)
02 平衡的藝術(shù):在30000 RPM下讓刀具“穩(wěn)如磐石”
在超高轉(zhuǎn)速下加工,要求銑刀必須能承受巨大的離心載荷、達(dá)到動平衡性能并確保安全性。一個關(guān)鍵目標(biāo)是在設(shè)計階段就實現(xiàn)圍繞刀具軸線理論對稱的質(zhì)量分布,形成“設(shè)計即平衡”的刀具結(jié)構(gòu)。這種工程平衡雖針對虛擬模型,且顯然不能替代成品刀具的實體平衡,但巧妙的設(shè)計能顯著降低制成品的殘余質(zhì)量不平衡度,并使后續(xù)實體平衡更快速、簡便、可靠。
整體式刀具與可替換硬質(zhì)合金切削頭(基于相似設(shè)計原理)本質(zhì)為一體式結(jié)構(gòu)。尤其是在現(xiàn)代CAD環(huán)境中運用三維建模時,極大簡化了"設(shè)計即平衡"結(jié)構(gòu)的實現(xiàn)過程。相比之下,由多個組裝部件構(gòu)成的可轉(zhuǎn)位銑刀,其高速加工要求尤為嚴(yán)苛。
03 破局者:可轉(zhuǎn)位刀具的“絕招”
用于鋁合金高速銑削的可轉(zhuǎn)位刀具,其設(shè)計著重應(yīng)對以下關(guān)鍵技術(shù)難點:
* 防止離心力導(dǎo)致刀片徑向位移
* 減輕組件質(zhì)量以降低離心載荷
* 即使在長懸伸工況下,也能確保輕盈切削
* 優(yōu)化容屑槽廓形,兼顧排屑空間與刀體芯部強度
* 設(shè)計高效冷卻流道,實現(xiàn)最佳冷卻效果
以下是ISCAR鋁合金可轉(zhuǎn)位銑削產(chǎn)品的簡要概述,展示了領(lǐng)先切削刀具制造商如何應(yīng)對這些挑戰(zhàn)。這些產(chǎn)品分為三類:一是適用于普通切削速度范圍的多用途銑削刀具。二是高效率高速銑削刀具,專為在極高切削速度下使用而設(shè)計。三是具有增強型坡走銑能力的多效銑削刀具,其切削速度介于前兩類之間。
通用切削刀具,配備適用于銑削各種材料的可轉(zhuǎn)位刀片,包括那些專為鋁合金設(shè)計的刀片。這些刀具主要用于銑削各種工程材料,并可安裝具有相同基本形狀和定位基準(zhǔn)面的刀片。通過安裝具有不同前角和后角幾何形狀的刀片,同一把刀具可以配置用于加工特定的材料類型。第一類刀具的典型切削速度不超過1000 m/min (3280 SFM)。
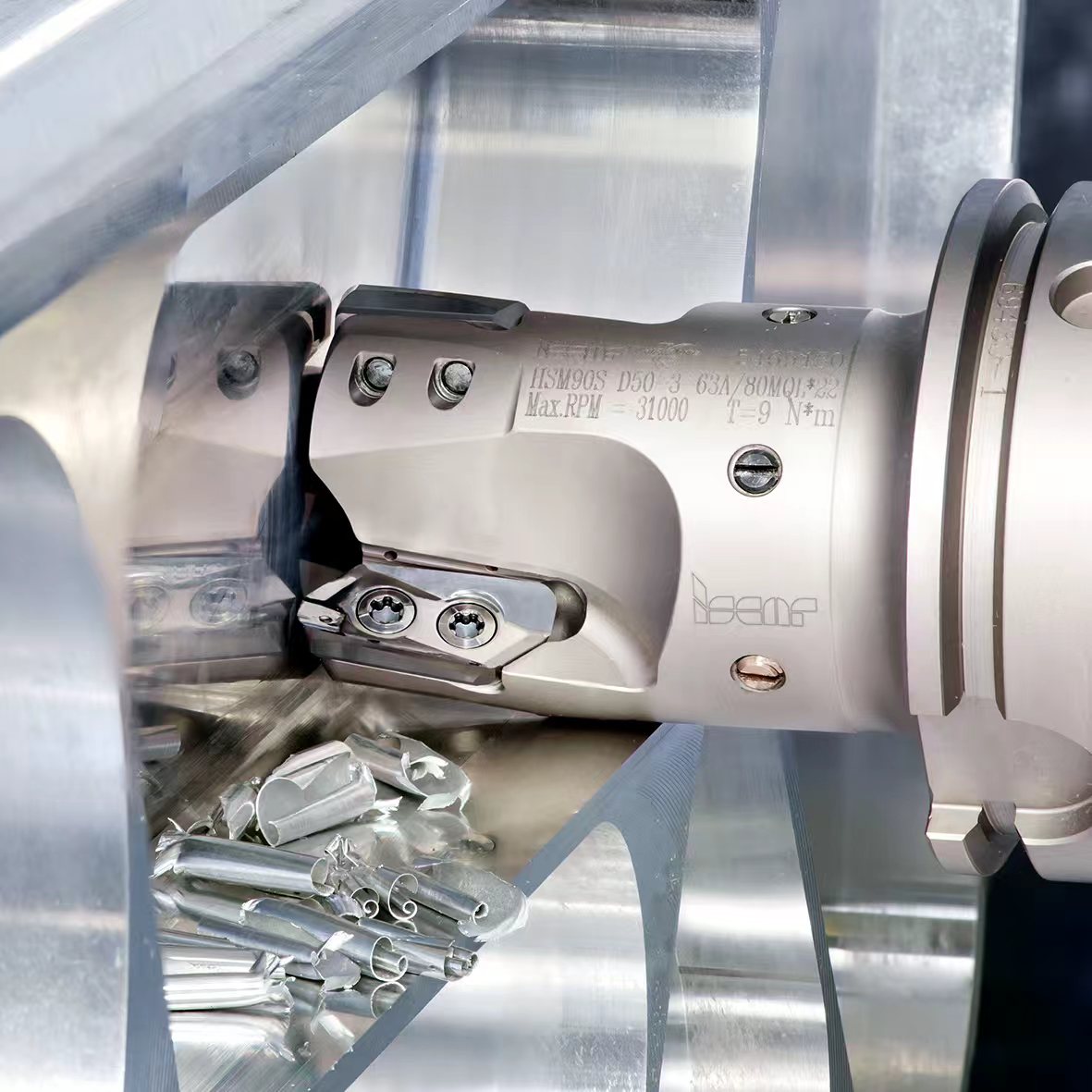
在轉(zhuǎn)速極高的高速銑削中,離心力變得非常大。為了防止由這些力導(dǎo)致的刀片徑向位移,刀具采用了刀片防甩機構(gòu),因此,切削速度顯著提高——例如,在徑向切深較小的情況下,可達(dá)約5000 m/min (16400 SFM)。
增強型坡走銑多效銑削刀具,這些刀具所使用的刀片具有強力切削幾何角度,可實現(xiàn)高達(dá)2000 m/min (6560 SFM)的切削速度。在鋁合金高速銑削中,增大的離心力會對刀片夾緊螺釘施加巨大負(fù)荷。為確保高可靠性,應(yīng)按照刀具專用說明更換這些螺釘。根據(jù)通用準(zhǔn)則,ISCAR建議每更換十次刀片后,更換其對應(yīng)的夾緊螺釘。在某些高速銑削刀具設(shè)計中,刀片與其夾緊螺釘采用組合包裝形式提供。這些刀片和螺釘均在嚴(yán)格公差范圍內(nèi)選配,以滿足組裝后刀具所需的平衡等級。在此類情況下,每次更換刀片時均應(yīng)同時更換螺釘。
需重點說明的是,動平衡要求并不僅限于由刀體、刀片及螺釘?shù)葕A緊元件組成的刀具裝配體。整個刀具系統(tǒng)——包括刀具裝配體、安裝在機床主軸上的基礎(chǔ)適配器以及任何中間元件(延長桿或縮徑套)——都必須達(dá)到動平衡。ISO 16084標(biāo)準(zhǔn)也強調(diào)了此項嚴(yán)格的要求。
04 ISCAR的創(chuàng)新方案:讓鋁合金加工效率一路狂飆
ISCAR為客戶提供了哪些用于鋁合金高速銑削的新刀具?最新研發(fā)主要聚焦于上述哪一類別的刀具?
通用型可轉(zhuǎn)位銑刀類別已擴充了多種原創(chuàng)設(shè)計。例如,配備圓刀片的刀具系列現(xiàn)新增了用于加工鋁合金及其他有色金屬的新刀片。這些刀片具有拋光的前刀面,以改善切屑排出并防止積屑瘤形成,并提供兩種幾何槽型:一種為平刃口,另一種為鋸齒刃口。平刃口刀片通常用于半精加工,而鋸齒刃口刀片主要設(shè)計用于粗加工以及在不穩(wěn)定工況下的加工,例如需要長懸伸刀具加工應(yīng)用和薄壁工件加工應(yīng)用。

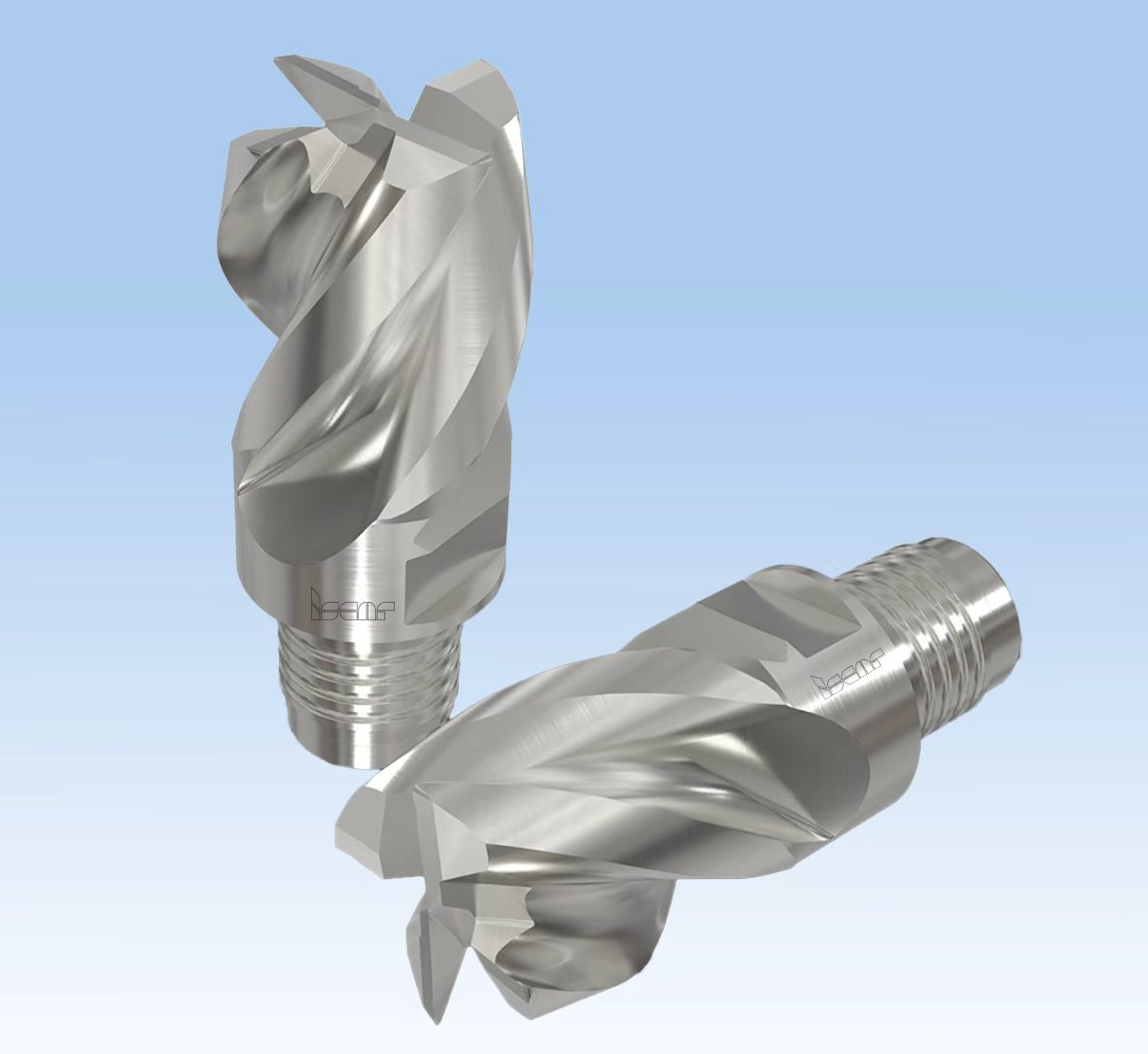
近期推出的帶MULTI-MASTER和FLEXFIT螺紋連接并可選配高壓冷卻的立銑頭提供了另一個例證。

這些銑頭可安裝ISCAR經(jīng)典的帶螺旋切削刃的HELIALU刀片。其冷卻液輸送設(shè)計經(jīng)過計算流體動力學(xué)建模升級,以實現(xiàn)流量最大化及壓力損失最小化。這種旋入式結(jié)構(gòu)通過支持廣泛使用市場上的MULTI-MASTER和FLEXFIT刀柄、適配器、延長桿和縮徑套,顯著拓寬了定制化范圍。
過去幾年,ISCAR一直著重發(fā)展專為超高切削速度設(shè)計的鋁合金可轉(zhuǎn)位銑刀產(chǎn)品系列,旨在提高金屬去除率。這些刀具的設(shè)計能防止因強離心力導(dǎo)致的刀片徑向移動。專用的防移動鎖緊機構(gòu)確保了長時間高速銑削操作中的可靠切削。最新研發(fā)成果通過推出可安裝大尺寸刀片的刀具,將切削深度提升至22毫米,顯著增強了產(chǎn)品系列的加工性能。此項增補有力地支持了現(xiàn)代大功率機床配備高速主軸系統(tǒng)的效能充分發(fā)揮。
最新發(fā)布的產(chǎn)品是一款14毫米鋸齒刃刀片,設(shè)計用于裝配在現(xiàn)有的HELIALU高速銑刀上。該刀片結(jié)合了拋光前刀面、超正角切削幾何形狀和鋒利的鋸齒切削刃以實現(xiàn)分屑作用。將寬切屑破碎成小段改善了排屑效果,減少了重復(fù)切削,增強了刀具的動態(tài)穩(wěn)定性,并允許采用更高的進(jìn)給率,從而提高了粗銑工序的生產(chǎn)效率。

當(dāng)然,整體硬質(zhì)合金立銑刀及配備可換式硬質(zhì)合金切削頭的裝配式刀具也在持續(xù)發(fā)展中。近期的創(chuàng)新包括幾款不同廓形的整體硬質(zhì)合金立銑刀和切削頭。例如,一款四刃、直徑32毫米的MULTI-MASTER切削頭。采用了變螺旋角設(shè)計以改善動態(tài)穩(wěn)定性,使其能在從粗加工到精加工的廣泛操作范圍內(nèi)保持穩(wěn)定的切削性能。
機床技術(shù)的進(jìn)步已顯著拓展了轉(zhuǎn)速與進(jìn)給率的極限,使得更高切削速度的應(yīng)用成為可能。鋁合金超高速銑削正逐漸成為引領(lǐng)行業(yè)的標(biāo)桿范式,這無疑對切削刀具的設(shè)計提出了全新要求。刀具制造商將如何應(yīng)對這些挑戰(zhàn),值得我們持續(xù)關(guān)注。
01 速度革命: 當(dāng)鋁材加工進(jìn)入高速時代
高速銑削鋁及其合金時,采用的切削速度顯著高于常規(guī)。這種加工方式不僅能實現(xiàn)高效的材料去除,還能獲得優(yōu)異的表面質(zhì)量和加工精度。雖然對高速銑削的速度值沒有嚴(yán)格界定,但通常認(rèn)為其可達(dá)常規(guī)切削速度的1.5至4倍。實現(xiàn)高速銑削需使銑刀以極高轉(zhuǎn)速運行,通常達(dá)到30000 RPM或更高。
從設(shè)計角度看,用于鋁合金高速銑削的切削刀具與通用銑刀一樣,通常分為三類:
*可轉(zhuǎn)位刀具;
*整體式銑刀(以整體硬質(zhì)合金立銑刀為主);
*裝配式刀具(配備可更換的硬質(zhì)合金切削頭,如ISCAR的MULTI-MASTER產(chǎn)品)
02 平衡的藝術(shù):在30000 RPM下讓刀具“穩(wěn)如磐石”
在超高轉(zhuǎn)速下加工,要求銑刀必須能承受巨大的離心載荷、達(dá)到動平衡性能并確保安全性。一個關(guān)鍵目標(biāo)是在設(shè)計階段就實現(xiàn)圍繞刀具軸線理論對稱的質(zhì)量分布,形成“設(shè)計即平衡”的刀具結(jié)構(gòu)。這種工程平衡雖針對虛擬模型,且顯然不能替代成品刀具的實體平衡,但巧妙的設(shè)計能顯著降低制成品的殘余質(zhì)量不平衡度,并使后續(xù)實體平衡更快速、簡便、可靠。
整體式刀具與可替換硬質(zhì)合金切削頭(基于相似設(shè)計原理)本質(zhì)為一體式結(jié)構(gòu)。尤其是在現(xiàn)代CAD環(huán)境中運用三維建模時,極大簡化了"設(shè)計即平衡"結(jié)構(gòu)的實現(xiàn)過程。相比之下,由多個組裝部件構(gòu)成的可轉(zhuǎn)位銑刀,其高速加工要求尤為嚴(yán)苛。
03 破局者:可轉(zhuǎn)位刀具的“絕招”
用于鋁合金高速銑削的可轉(zhuǎn)位刀具,其設(shè)計著重應(yīng)對以下關(guān)鍵技術(shù)難點:
* 防止離心力導(dǎo)致刀片徑向位移
* 減輕組件質(zhì)量以降低離心載荷
* 即使在長懸伸工況下,也能確保輕盈切削
* 優(yōu)化容屑槽廓形,兼顧排屑空間與刀體芯部強度
* 設(shè)計高效冷卻流道,實現(xiàn)最佳冷卻效果
以下是ISCAR鋁合金可轉(zhuǎn)位銑削產(chǎn)品的簡要概述,展示了領(lǐng)先切削刀具制造商如何應(yīng)對這些挑戰(zhàn)。這些產(chǎn)品分為三類:一是適用于普通切削速度范圍的多用途銑削刀具。二是高效率高速銑削刀具,專為在極高切削速度下使用而設(shè)計。三是具有增強型坡走銑能力的多效銑削刀具,其切削速度介于前兩類之間。
通用切削刀具,配備適用于銑削各種材料的可轉(zhuǎn)位刀片,包括那些專為鋁合金設(shè)計的刀片。這些刀具主要用于銑削各種工程材料,并可安裝具有相同基本形狀和定位基準(zhǔn)面的刀片。通過安裝具有不同前角和后角幾何形狀的刀片,同一把刀具可以配置用于加工特定的材料類型。第一類刀具的典型切削速度不超過1000 m/min (3280 SFM)。
在轉(zhuǎn)速極高的高速銑削中,離心力變得非常大。為了防止由這些力導(dǎo)致的刀片徑向位移,刀具采用了刀片防甩機構(gòu),因此,切削速度顯著提高——例如,在徑向切深較小的情況下,可達(dá)約5000 m/min (16400 SFM)。
增強型坡走銑多效銑削刀具,這些刀具所使用的刀片具有強力切削幾何角度,可實現(xiàn)高達(dá)2000 m/min (6560 SFM)的切削速度。在鋁合金高速銑削中,增大的離心力會對刀片夾緊螺釘施加巨大負(fù)荷。為確保高可靠性,應(yīng)按照刀具專用說明更換這些螺釘。根據(jù)通用準(zhǔn)則,ISCAR建議每更換十次刀片后,更換其對應(yīng)的夾緊螺釘。在某些高速銑削刀具設(shè)計中,刀片與其夾緊螺釘采用組合包裝形式提供。這些刀片和螺釘均在嚴(yán)格公差范圍內(nèi)選配,以滿足組裝后刀具所需的平衡等級。在此類情況下,每次更換刀片時均應(yīng)同時更換螺釘。
需重點說明的是,動平衡要求并不僅限于由刀體、刀片及螺釘?shù)葕A緊元件組成的刀具裝配體。整個刀具系統(tǒng)——包括刀具裝配體、安裝在機床主軸上的基礎(chǔ)適配器以及任何中間元件(延長桿或縮徑套)——都必須達(dá)到動平衡。ISO 16084標(biāo)準(zhǔn)也強調(diào)了此項嚴(yán)格的要求。
04 ISCAR的創(chuàng)新方案:讓鋁合金加工效率一路狂飆
ISCAR為客戶提供了哪些用于鋁合金高速銑削的新刀具?最新研發(fā)主要聚焦于上述哪一類別的刀具?
通用型可轉(zhuǎn)位銑刀類別已擴充了多種原創(chuàng)設(shè)計。例如,配備圓刀片的刀具系列現(xiàn)新增了用于加工鋁合金及其他有色金屬的新刀片。這些刀片具有拋光的前刀面,以改善切屑排出并防止積屑瘤形成,并提供兩種幾何槽型:一種為平刃口,另一種為鋸齒刃口。平刃口刀片通常用于半精加工,而鋸齒刃口刀片主要設(shè)計用于粗加工以及在不穩(wěn)定工況下的加工,例如需要長懸伸刀具加工應(yīng)用和薄壁工件加工應(yīng)用。
這些銑頭可安裝ISCAR經(jīng)典的帶螺旋切削刃的HELIALU刀片。其冷卻液輸送設(shè)計經(jīng)過計算流體動力學(xué)建模升級,以實現(xiàn)流量最大化及壓力損失最小化。這種旋入式結(jié)構(gòu)通過支持廣泛使用市場上的MULTI-MASTER和FLEXFIT刀柄、適配器、延長桿和縮徑套,顯著拓寬了定制化范圍。
過去幾年,ISCAR一直著重發(fā)展專為超高切削速度設(shè)計的鋁合金可轉(zhuǎn)位銑刀產(chǎn)品系列,旨在提高金屬去除率。這些刀具的設(shè)計能防止因強離心力導(dǎo)致的刀片徑向移動。專用的防移動鎖緊機構(gòu)確保了長時間高速銑削操作中的可靠切削。最新研發(fā)成果通過推出可安裝大尺寸刀片的刀具,將切削深度提升至22毫米,顯著增強了產(chǎn)品系列的加工性能。此項增補有力地支持了現(xiàn)代大功率機床配備高速主軸系統(tǒng)的效能充分發(fā)揮。
最新發(fā)布的產(chǎn)品是一款14毫米鋸齒刃刀片,設(shè)計用于裝配在現(xiàn)有的HELIALU高速銑刀上。該刀片結(jié)合了拋光前刀面、超正角切削幾何形狀和鋒利的鋸齒切削刃以實現(xiàn)分屑作用。將寬切屑破碎成小段改善了排屑效果,減少了重復(fù)切削,增強了刀具的動態(tài)穩(wěn)定性,并允許采用更高的進(jìn)給率,從而提高了粗銑工序的生產(chǎn)效率。
當(dāng)然,整體硬質(zhì)合金立銑刀及配備可換式硬質(zhì)合金切削頭的裝配式刀具也在持續(xù)發(fā)展中。近期的創(chuàng)新包括幾款不同廓形的整體硬質(zhì)合金立銑刀和切削頭。例如,一款四刃、直徑32毫米的MULTI-MASTER切削頭。采用了變螺旋角設(shè)計以改善動態(tài)穩(wěn)定性,使其能在從粗加工到精加工的廣泛操作范圍內(nèi)保持穩(wěn)定的切削性能。
機床技術(shù)的進(jìn)步已顯著拓展了轉(zhuǎn)速與進(jìn)給率的極限,使得更高切削速度的應(yīng)用成為可能。鋁合金超高速銑削正逐漸成為引領(lǐng)行業(yè)的標(biāo)桿范式,這無疑對切削刀具的設(shè)計提出了全新要求。刀具制造商將如何應(yīng)對這些挑戰(zhàn),值得我們持續(xù)關(guān)注。