本人曾經長期從事錐齒輪的制造工藝技術研究,本公眾號中有大量的相關文章可以了解,因此便不再詳細描述相關技術細節。錐齒輪種類較多,一般可按軸交角、齒長曲線形式、加工形式以及齒高在齒長方向收縮形式等各個維度進行區分。廣泛應用于車輛、工程機械、減速機、手動工具以及特殊用途的軍事裝備中。本文不對一些特殊結構或者特殊用途的如高減速比、軸交角非90度的錐齒輪及工藝進行討論。

直齒錐齒輪一般應用在車輛差速器中,以及一些機電設備中,用于改變傳動方向,或者起到差速作用。目前有兩種制造工藝,一種是機加工方法,另外一種是鍛造、粉末冶金、鑄造等成型法。機加工錐齒輪熱前工藝流程一般是毛坯鍛造、毛坯車削、刨齒或者拉齒。刨齒工藝優點在于靈活性較高,且成本較低,適用于單件小批量修配,或者是樣件試制;格里森和克林貝格開發的拉齒工藝,采用圓盤刀具,可實現單面或者雙面加工,并且可以對齒面進行修型,是高精度小批量直齒錐齒輪加工的重要方法。格里森公司推出了Coniflex Pro設計和制造系統,克林貝格推出了Hypoflex直齒錐齒輪設計和制造系統,將直齒錐齒輪制造工藝更加推進一步。
汽車差速器直齒錐齒輪用于用量較大,且產品規格較為固定,齒形一般采用精鍛方法。精鍛工藝主要采用電火花加工的精確模具,模具的壽命管理和一致性管控非常關鍵。直齒錐齒輪精鍛工藝一般包括精密溫鍛和精密冷整形,其成形精度達DIN6-8級。鍛造毛坯一般為齒輪鋼20CrMnTi棒料。模具材料為H13電渣重熔熱鍛模具鋼,精加工后表面硬度為48-51HRC。
在模具材料選擇方面,根據工作溫度的不同,可以選擇高耐熱熱作模具鋼、 高溫合金鋼等高溫合金材料,這些材料能夠在高溫下保持較高的硬度和強度。其次,在模具鋼熱處理過程中,可以采用多次熱鐓拔鍛打預處理、多重回火和充分淬火來提高模具鋼鋼的硬度和韌性,從而提升模具的耐熱、耐久性。熱鍛模具的表面涂層也是提高模具壽命和性能的重要手段之一。通過在模具表面涂覆一層或多層特定材料,形成具有一定硬度梯度的基體結構,可以有效改善模具的耐磨性、抗熱疲勞性、抗腐蝕性以及降低摩擦系數,從而顯著提高模具的使用壽命和工作效率。在設備工裝方面,可以改進模具的冷卻系統,確保模具在使用過程中能夠均勻散熱,降低邊緣部分的熱負荷。總的來說,提升熱鍛模具壽命需要綜合考慮多個因素,包括材料、工藝、設備、設計以及維護等方面。通過合理的選擇和優化,可以顯著提高模具的耐用性,降低生產成本,提高生產效率。
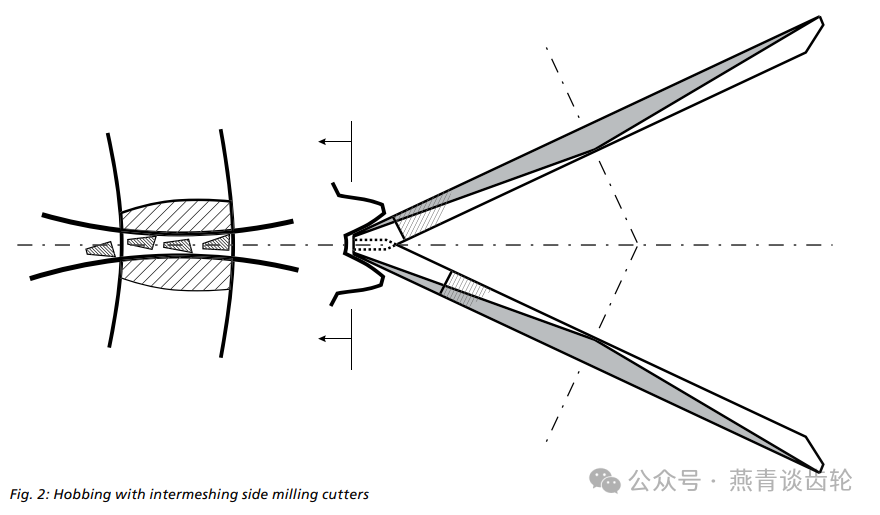
關于螺旋錐齒輪的加工工藝,目前常用的有兩種齒制。漸縮齒和等高齒,也分別齒高沿齒長方向從大端向小端收縮。在加工過程中刀片切削刃的軌跡相當于假想產形輪的一個齒,形成的齒長曲線為圓弧。每加工一個齒,工件進行分齒運動,直到所有輪齒加工完成。常用的方法有“五刀法”:從動輪粗、精切采用兩道銑齒工序;主動輪兩側齒面需要分別粗切、精切凹面、精切凸面三道工序;“全工序法”:采用條形尖齒刀具,主、從動輪一次裝夾完成齒面加工。長幅外擺線錐齒輪一般為等高齒錐齒輪,在加工過程中工件連續分度,即刀盤轉動一組刀齒、工件轉動一齒。
究竟在什么場合選擇等高齒,什么場合選擇漸縮齒,個人以為,沒必要去過于糾結。需要結合實際公司的設備、產能、人員的熟練程度以及行業發展趨勢等進行綜合考慮。大概十五年前,等高齒應用尚未在國內全面鋪開,還是以漸縮齒的五刀法和全工序法為主,等高齒的應用主要集中于部分德系合資汽車公司中。后來隨著開放的不斷深入,尤其是德系奔馳、曼、斯堪尼亞重型卡車合資項目的不斷推進,等高齒錐齒輪應用范圍開始逐漸擴大,又掀起了一股“等高齒替代”風潮。不管怎么講,這兩種工藝都可以使產品達到所需要的使用強度、壽命以及整機噪音要求,因此,我們不能隨意否認某種技術是落后還是更加先進,只是兩種不同的實現路徑。
螺旋錐齒輪的設計、制造、檢測技術,刀具和加工參數的設定,是一個完整的技術閉環過程。在計算機出來之前,一般采用多次迭代計算的方法,才能得到相關的參數。且采用機械式機床加工時,刀具調整完全靠手工,需要手動調整各類參數,且搭配分齒掛輪、進給掛輪、搖臺掛輪等,計算量大、調整復雜且誤差較大。當時的一個錐齒輪銑齒機調整和產品換型,絕對是需要較高技術水平的老員工才能完成。
國際上比較知名的兩大錐齒輪銑齒設備制造商格里森和克林貝格,幾乎壟斷了錐齒輪的所有技術。其中,格里森公司開發了NO.26、NO.116、NO.609等多種型號的機械式銑齒機,克林貝格公司同時也開發了SKM2、SM3等設備,以及從前蘇聯引進的5C280等,精度保持性高,其二手設備在90年代被各個國內齒輪公司瘋搶。國內以天津一機為代表,也先后仿制了YK2250、YK2280等,哈一工、漢江刀具等也具備了刀盤、刀條設計制造能力。以一汽、哈齒、北齒、綦齒為代表的國營齒輪廠,培養了大批技術人才,成為了國內錐齒輪制造工藝開發和技術創新的骨干力量。
后來隨著數控技術和軟件的進步,相關齒面參數計算、設備調整參數計算以及齒面精確修型成為主要工作手段。2005年以來,格里森公司、克林貝格公司先后推出了GAGE軟件和KIMOS軟件,并搭載著各自的HC600銑齒機、C50銑齒機以及刀具磨削和安裝設備,并與M&M以及P系列齒輪檢測中心,形成了一個完整的錐齒輪工藝解決方案,且普遍實現了銑齒工序的干切工藝,減少了大量切削油的消耗,同時提升了作業環境。但其一次性設備采購成本較高,單組設備包括兩臺銑齒、一臺測量、一臺磨刀、一臺裝刀設備及相關配套的KIMOS或GAGE軟件,成本最少需要3000萬人民幣。

隨著2008年以后國內重卡、輕卡、輕型車、客車及工程機械行業的大規模擴張,相關進口設備源源不斷被引入到國內,形成了一波投資熱潮。截止到現在,隨著新能源電驅化在相關領域的不斷滲透,以及市場需求的萎縮,傳統的中低端錐齒輪市場供需矛盾已經日益加劇,開工率嚴重不足,唯一寄希望的是非汽車行業以及出口國際市場。
國內錐齒輪工藝技術方面,隨著對引進技術的消化吸收,以及多學科融合的創新思路引導,我們陸續解決了相關理論設計、加工機床、刀具修磨及安裝、齒面精確修型等多項技術難題,結合國情開展了相關攻關,已經完全解決了卡脖子的憂慮。以中大創遠為代表的國產錐齒輪工藝裝備制造商,已經將進口設備的市場進行了部分國產替代。
小模數錐齒輪工藝方面,隨著電動工具、園林設備的產能擴張,需求持續存在并且向高端化發展。格里森及克林貝格均具有較為成熟的解決方案,如克林貝格C15、格里森100C等,搭配自動上下料機構及倒角程序,可實現高速高效率生產,單件節拍可以控制在1分鐘以內。國產設備以天津精誠、中山邁雷特為代表,也都能拿出相關的替代方案,但其可靠性和成熟性仍待驗證。
用左旋刀盤加工左旋齒輪時,切削厚度由小到大,稱為逆銑,采用逆銑,刀片磨損較快;用左旋刀盤加工右旋齒輪或用右旋刀盤加工左旋齒輪時,稱為順銑。實踐證明,當夾緊力可靠時,采用順銑可提高加工工件的表面質量,提高刀片的耐用度、使用壽命。
加工同一對齒輪可選用不同直徑的刀盤,刀盤直徑不同,加工出齒輪的特性不同,可用作圖判定應選用合適直徑,并將其分為大直徑刀盤和小直徑刀盤。選用小直徑刀盤加工時表現的特征:接觸區敏感性低,在較大的錯位量或載荷下接觸區較穩定;齒長曲率半徑小,輪齒強度好;只有用對角方向進行研齒,對研齒有一定的局限性。
等高齒錐齒輪齒面接觸區空載時驅動側齒面應在齒寬中點附近,加載后接觸區同時向均勻地兩端擴展;倒車面接觸區應控制在齒寬中點稍偏大端,加載后向小端移動的趨勢比向大端移動的趨勢快 。
選用大刀盤加工時表現的特征:隨刀盤直徑的增加 ,接觸區對V/H的敏感性增加;刀盤中心在被加工齒輪的大端之外,V/H移動對接觸區影響相互疊加;研齒性能好,可使研齒區域達到大小端的齒頂或齒根位置,以便適當修正齒接接觸區;空載時,接觸區應控制在小端,加載后接觸區移向大端。
要加工一個錐齒輪,首先要確定三個方面就好了。刀具在空間有一個確定位置,第二,工件在空間有一個確定位置,第三,刀具與工件之間存在一個相對運動的關系。就刀具來說,刀具的安裝角度,刀具的旋轉方向,刀頭本身的幾何參數,都是為了確定刀具在空間的位置。
就工件來說,工件的齒部參數,工件頂錐背錐以及安裝面尺寸,都是為工件在空間位置服務的。再一個,刀具安裝到機床上,有一個刀傾角或者刀轉角,還有刀具在展成時,初始搖臺角,終止搖臺角,也是為了確定刀具在空間的位置。工件在機床上的安裝位置,包括水平輪位,垂直輪位,床身位置,以及工裝尺寸,安裝距,這些都是確定工件在空間位置的。
刀具與工件之間的相互運動關系,確定了所加工齒輪的齒形以及齒長曲線:如果刀具是平行于頂錐,所加工的為等高齒,如果刀具平面與頂錐面存在角度,所加工的為漸縮齒。切入法加工時,在整個切削過程中,刀具的位置除了齒深方向的進給,沒有別的運動。展成加工時,在切削過程中,除了刀具的齒深進給,還有一個刀具中心繞著機床搖臺中心的搖臺進給。
為了修正齒面接觸區,一般需要把小輪的局部進行多切削一部分,具體切掉哪一部分,是用初始設計接觸區確定的。為了達到使小輪切削掉局部一部分材料的目的,需要增加一些附加運動,一般包括螺旋運動,使工件的轉動適當快一些或者慢一些。
改變刀具齒形,可以改變齒面接觸區在齒高的具體位置,改變刀具鼓形量以及鼓形位置,可以改變接觸區的寬度和大小。螺旋運動可以附加在刀具上,也可以附加在工件上。鼓形與修緣不是一回事,鼓形是針對齒面,修緣一般針對齒頂。改變展成時搖臺的起始與終止位置,以及展成角度,可以改變齒面接觸區在齒長方向的大小與寬度。
看調整卡刀具部分,可以分為三大塊,第一,與齒形有關的部分,第二,與齒長有關的部分,第三,與刀盤安裝及調整有關的部分。
與齒形有關的參數主要有切削刃壓力角,切削刃鼓形,齒根圓弧,齒頂修緣、齒頂寬度,齒頂圓弧,刀錯距。與齒長有關的,包括刀盤半徑,內外刀半徑。與刀盤安裝和調整有關的,包括刀條伸出高度,刀條切削刃高度,刀條齒全高,齒頂高等。還有一部分,是與切削性能有關的,包括非切削刃相關參數,前角,后角,刃傾角,刀頂角等
關于刀具設計,需要避免幾個問題:保證已加工齒面不被另外一側刀刃所破壞;保證刀尖圓弧完整,不會被非切削刃所干涉;保證齒根圓弧完整,不出現齒底棱臺或者大的齒根挖根。關于磨刀,最主要的是兩個方面,保證刀條本身幾何尺寸及角度符合初始設計參數;保證同組刀條之間的一致性。
行業內有一個說法,即等高齒錐齒輪沒法進行磨齒。這個說法也對也不對,一般概念上說的等高齒,指的就是齒長曲線為擺線的等高齒,由于其加工原理和漸縮齒并不一樣,所以,蝶形砂輪無法進行連續分度,因而就沒法磨削。但是,對于齒長曲線為圓弧的等高齒,其原理即相當于錐度的圓柱齒輪加工出來,采用砂輪是可以磨削的,只不過其采用的極少。