[摘要]本文通過幾個機床夾具設計的具體案例,分析了機床夾具設計時遇到主要問題的解決思路,同時結合自己多年來從事工藝設計工作的經驗,分析了如何在現有的生產條件下,與時俱進地進行機床夾具的設計。
關鍵詞:機床夾具,設計思路,探討,與時俱進
1前言
機床夾具在機械制造業中應用很廣。由機床夾具和機床、刀具、工件組成的加工工藝系統,能夠根據工藝要求,迅速實現工件的定位和夾緊,并在加工過程中保持它們之間相對位置的正確。毫無疑問,使用夾具,可提高勞動生產率和加工精度。
隨著生產規模的不斷擴大,近年各家齒輪制造公司從國內外引進了大量的數控加工設備,并推行精益生產方式。新技術、新設備、新的管理方法的應用,使機械加工的現場條件發生了很大變化。面對這些變化,如何與時俱進地進行機床夾具的設計,成為工藝設計人員不可回避的問題。最近,有關人員對筆者曾經設計的幾個機床夾具的原理進行咨詢,而筆者也一直在關注這幾個夾具的應用情況,故拿來作為案例進行簡要分析;同時結合現場的生產條件,對如何才能與時俱進地進行機床夾具設計這一問題進行探討。
2幾個機床夾具的設計思路
以下分析的幾個機床夾具,均為在新設備應用或進行精益生產推進的過程中產生的,這里對在當時特定環境下的夾具設計思路及遇到的主要問題進行簡要的分析。
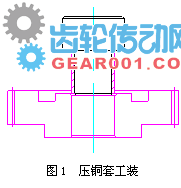
2.1雙工位倒檔齒壓銅套夾具
在汽車變速器齒輪的中,常有在內孔中鑲銅套的齒輪。這些齒輪的加工工藝過程一般有:制齒→硬化處理→壓銅套→車(磨)內孔。設計安全高效的壓銅套夾具,離不開對其工藝過程的仔細分析。
 2.1.1問題的提出
2.1.1問題的提出
壓銅套工序的設備放置在熱前加工區域,為與熱前壓其它齒輪的同步器接合齒環共用的設備,由同一人操作。根據精益生產布線需要,為減少不必要的搬運浪費,并平衡工作量,需將壓銅套工序調整到熱后加工區域,由其下一工序(車內孔)的操作者完成。
2.1.2問題的分析
通過對原來的壓銅套工序過程進行分析,認為有以下幾點不能滿足調整后的要求:
1)動作過于復雜,致使工序節拍過長,不能滿足一人多機的要求。
原來的壓銅套工序使用的工裝如圖1所示,其工序過程的內容為:右手取工件→將工件放工作臺上→左手取銅套→將銅套對準齒輪孔口→右手取壓具→將壓具裝入銅套孔中→左手持壓具→右手操作壓床手把→壓入→檢查(是否壓到位或存在切邊)→拿走工件。由此可見,一次成功的壓銅套操作需要11個動作才能完成,動作復雜,操作者勞動強度大,熟練的操作需要15秒。
2)不能可靠地保證工序質量。
3)在壓入的過程中,一手持壓具,一手操作設備,存在安全隱患。
2.1.3新設計方案
 對以上動作過于復雜的原因進行分析,主要是由于原來的夾具在工序進行的過程中不具備定位、導向的功能,完全靠操作者保證工件在加工過程中的相對位置的正確性。銅套和工件的硬度相差較大,在壓入的整個過程中,如果銅套與工件的相對位置不能保證,很容易產生切邊甚至報廢現象。必須解決銅套和工件兩者的定位問題,才能避免發生切邊或報廢現象。
對以上動作過于復雜的原因進行分析,主要是由于原來的夾具在工序進行的過程中不具備定位、導向的功能,完全靠操作者保證工件在加工過程中的相對位置的正確性。銅套和工件的硬度相差較大,在壓入的整個過程中,如果銅套與工件的相對位置不能保證,很容易產生切邊甚至報廢現象。必須解決銅套和工件兩者的定位問題,才能避免發生切邊或報廢現象。
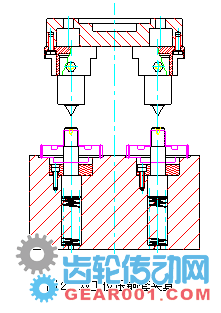
雙工位倒檔齒壓銅套夾具(圖2)主要設計思路是:
1)采用帶頂尖孔的軸向浮動的臺階式定位芯軸。
一方面解決在整個壓入過程中銅套和工件的集中定位問題,另一方面解決在壓入行程結束時兩這定位關系的順利交接。
2)采用帶頂尖的上壓頭。
由于壓入行程較長且工件的孔較小,因而芯軸也細長,采用這樣的上壓頭可以起到導向的作用,使芯軸不至于傾斜。同時,頂尖在夾具的安裝調試時兼起自動找正中心的作用。
3)采用兩件同時壓入(即雙工位)。
在底座上及上壓頭上設計兩個(或4個)壓入加工位置,一方面實現多件同時加工,提高生產效率。另一方面在整個過程均采用雙手操作,避免產生壓床操作安全事故。
使用多工位倒檔齒壓銅套夾具,其工序過程的內容為:雙手取工件→將工件套芯軸上→雙手取銅套→將銅套套芯軸上→雙手按按扭→壓入→雙手按按扭→雙手拿走工件。同時完成兩個工件的加工,只需8個動作,動作簡化,無人為檢查內容,熟練的操作只需10秒(2件)。
2.2數控復合磨夾具
進口高效的數控設備的應用,在提高了機床夾具設計水平的同時,也改變了高精度夾具的加工制造能力。只有充分考慮現場設備條件,才可以使夾具的設計制造成為可能。
2.2.1問題的提出
 進口的數控端面內控外圓復合磨床,由于受其使用的夾具國內無法制造,只能委托原夾具制造商制造,所以一直只能用隨機附帶的兩個夾具加工2種產品,設備利用率不高。為了降低夾具成本,提高機床利用率,進行其夾具的國產化設計具有現實意義。
進口的數控端面內控外圓復合磨床,由于受其使用的夾具國內無法制造,只能委托原夾具制造商制造,所以一直只能用隨機附帶的兩個夾具加工2種產品,設備利用率不高。為了降低夾具成本,提高機床利用率,進行其夾具的國產化設計具有現實意義。
2.2.3問題的分析
通過分析,隨機附帶夾具與其它內圓磨床的相同之處是夾具體均為彈性膜片,不同之處是工件的夾緊元件。進口機床加工時工件主軸轉速高,在加工工件后端面時對工件有向前的拉力,在夾緊元件(圖3)設計時采用整體焊接形式,并將夾緊用的卡爪設計成安裝在座體的孔內,卡爪的頭部采用三角形楔塊形式。
該夾具的設計難點是:整體焊接結構,現有條件無法加工制造;卡爪(3個)頭部三角形楔塊角度的確定及在加工時的一致性和對稱度難以保證。
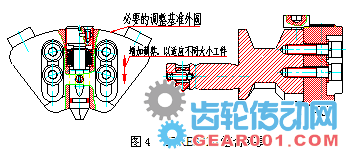
2.2.3新設計方案
在機械設計中,對加工難以控制的尺寸和精度,經常在總成裝配時通過調整法獲得相應的精度。因此,可以通過對原夾具進行解體設計(圖4),用螺栓連接組裝,通過調整法獲得所需要的精度。
 在進行解體設計時,要注意以下幾點:
在進行解體設計時,要注意以下幾點:
1)在零件設計時,設計必要的基準作為整個夾具裝配調整的基準。
 2)考慮進口機床的轉速較高,各零件尺寸的大小及公差選擇應合理,避免夾具在使用中運轉不平衡,造成加工振紋或不合格現象,特別是對于工件齒數不能被3整除的工件。
2)考慮進口機床的轉速較高,各零件尺寸的大小及公差選擇應合理,避免夾具在使用中運轉不平衡,造成加工振紋或不合格現象,特別是對于工件齒數不能被3整除的工件。
3)為擴大夾具的使用范圍,應考慮一定的調整范圍,以滿足不同大小工件的加工,避免不必要的重復設計。
4)卡爪頭部三角形楔塊的加工精度及一致性,普通的磨床難以保證,可以充分利用引進的進口數控工具磨床進行加工保證。
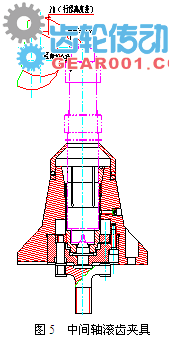
2.3通用滾中間軸夾具
為數控加工設備設計夾具,離不開對設備加工原理的了解。采用不同的加工程序,不僅加工效率不同,而且有時會給夾具設計帶來方便。
2.3.1問題的提出
國產的六軸數控滾齒機,隨機附帶的夾具用于滾某種型號的中間軸上的兩檔齒輪,由于產量的增大,為解決生產瓶頸,生產部門要求將另一種中間軸的滾齒工序在六軸數控滾齒機上進行。由于該中間軸較長,安裝上滾齒夾具(夾具高度尺寸已經設法降低)后,其高度超出了機床Z軸行程的極限,因而無法進行滾齒加工。
2.3.2問題的分析與解決
加工工藝系統由機床夾具、機床、刀具、工件組成,夾具設計要兼顧工藝系統的不同方面,如經常要考慮刀具干涉問題、機床規格(如工作臺回轉半徑、行程極限)等問題。針對滾齒時Z軸加工行程不夠的問題,可以從改變刀具直徑及螺旋升角、改變夾具方案、改變加工方法等方面進行考慮,最簡單高效的方法即為最佳的方法。
滾齒時滾刀的切入方式有兩種:軸向切入法和徑向切入法,不同的切入方式有不同的應用場合。徑向切入法具有切入行程短、效率高的優點,在普通滾齒機上無法發揮,在數控滾齒機卻又容易被忽視。大量的實踐證明,數控機床的使用效果,很大程度上取決于編程水平的高低,這直接影響到數控機床的使用和數控加工特點的發揮。在本例中,正是通過將滾齒加工程序中的滾刀切入方式改為徑向切入方式,不僅解決了在不換夾具的情況下兩種中間軸的滾齒問題,實現了夾具的通用化(圖5),而且提高了生產效率。
3與時俱進的機床夾具設計思路初探
通過對以上三個夾具設計思路的分析,可以看出,結合現場的生產條件進行機床夾具設計,要考慮以下幾點:
1)認真分析工藝過程
結合生產現狀及工序內容的安排,對工藝過程進行分析研究,找出夾具設計所要解決的主要問題。
2)熟悉夾具所配機床的情況
熟悉夾具所配機床的規格、性能參數、加工原理,避免設計出的夾具與機床不匹配,有時對解決夾具設計時遇到的問題也有幫助。
3)及時了解現場設備狀況
夾具上有些關鍵的零部件,用通常的加工設備無法保證加工精度,通過對現有設備狀況的了解,可以初步分析所設計夾具加工制造的可行性,提高設計的成功率。
4)用系統的方法、創新的思路解決設計中遇到的問題
夾具作為由夾具、機床、刀具、工件共同組成的工藝系統的一個部分,對夾具設計時遇到的問題,應從系統的角度去考慮解決,在借鑒類似夾具設計經驗時,要勇于創新。
5)懂得夾具的調整和使用
通過對所設計夾具的調整和使用方法的分析,能夠在設計時考慮到必要的精度、調整基準和空間,考慮到夾具使用的安全性和復雜性。
4結束語
一套良好的夾具必須是:能夠穩定地保證工件的加工質量,降低勞動強度,提高勞動生產率;結構簡單、操作方便、安全,便于制造和維修;能夠降低制造成本。設計一套良好的夾具必須建立在對現時、現場、現物的充分研究的基礎之上。