硬車削是一種被接受的精加工淬硬工件材料的加工工藝。與其它加工技術相比,它具有柔性、高效和經濟性好的特點。自從它推出以后,隨著機床制造商協助、PCBN新材質等級的研發和刀具制造方法的改進,硬車削不斷獲得顯著的性能提高。
傳動零件是容易進行硬車削的,而本文中的汽車同步嚙合齒輪使用不同的刀具理念進行加工。該零件不同加工的數量突出了使用的不同理念的優勢和局限性。
盡管幾年前硬車削的選擇是相當有限的,但將如本文所示,如今可供選擇的數量很多。因此,加工工藝應該圍繞用戶的需求,機床的技術根據用戶的產量進行設計,這是非常重要的。

材料淬硬鋼,硬度HRC 60,車端面、外圓和內孔
刀片型號:TNGN110308S CBN100, 有冷卻液
Vc=200m/min,f=0.014~0.04mm/rev,ap=0.15mm
結果:23臺磨床被4臺CNC車床替代
硬車削基本技術
當談到硬車削基本技術時,參考基準是在標準的刀桿上使用標準的ISO刀片幾何角度來加工淬硬零件,形成需要的零件廓形。典型的硬車削零件見圖1。加工過程通常涉及多種加工,如車內孔、車端面、反車端面和車削同步嚙合齒輪的錐面。自從能一次裝夾完成加工后,與磨削相比,直接的好處是減少了因位置精度超差而報廢的零件。尺寸精度和表面粗糙度可通過調整加工參數而得到滿足。零件夾持和機床穩定性也有很重要的作用。自上世紀80年代末以來,這種技術已經使用得非常成功,而且繼續成為代替磨削加工的基礎。
高生產率加工技術
對于所有發展中的技術,一旦基本概念已經被接受,不可避免會出現改型的理念。就硬車削而言,當前強調提高生產率。很有趣的是,一種工藝是低進給加工,大家期望的另一種工藝是高進給精加工技術。
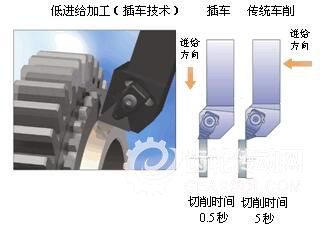
插車技術
插車(Plunging)實質上是使用相當一部分的切削刃長度來生成加工表面。這個理念不是完全新的,因為它已經被非常成功地用于插車發動機缸蓋的閥座。但是,隨著世界上第一款且目前唯一的用于精加工的整體式PCBN材質等級CBN100的開發成功,插車的理念擴張到了其它應用領域。整體式CBN100的經濟性好出很多,譬如一片三角形的刀片為插車提供六個切削刃,這使得該產品對于插車加工和傳統車削技術都非常理想。
與傳統硬車削相比,主要優勢是縮短加工節拍,大概在75到90%之間。圖 2 表示插車的基本原理。
該工藝依靠很多關鍵因素:首先,為獲得良好的表面粗糙度和最長的刀具壽命,刀片切削刃的質量非常重要。它也是提高切削速度和降低進給量所必須的。這減少了切削力,確保極佳的尺寸精度。為了維持尺寸精度,在切削的最后2到3轉,刀片允許空進給。為了避免切削刃廓形影響表面粗糙度,作了一個小的軸向移動。隨著這些技術的應用和有良好的機床配置,獲得一致性很高的表面粗糙度和零件精度是可行的。在齒輪車削中,插車已經被用于加工齒面和同步嚙合錐面。已經用PCBN插車加工的最大長度是16 mm。

修光刃技術
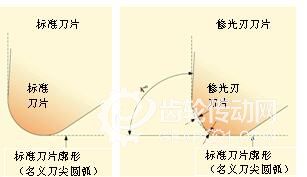
修光刃技術在硬質合金刀具中已經進行很多的嘗試和試驗。使用修光刃刀片的優勢是在更高得進給量下的加工能力。修光刃的原理如圖3所示。實際上修光刃的原理就是在刀尖圓弧之后放置一個大圓弧或多個大圓弧。由于接觸區域更寬且能縮小硬車削生成表面的波峰和波谷的比值,這使得刀片具有與大圓弧或圓刀片相同的效果。這也使得進給量增加后表面粗糙度不會變差。
隨著刀具制造技術的進步,把這個原理用于PCBN刀片是可行的。把修光刃技術用于硬車削的好處有兩個方面:首先是提高生產率,其二是縮短接觸時間并提供更長的刀具壽命。在齒輪加工中,修光刃刀片通常被用于加工內孔。
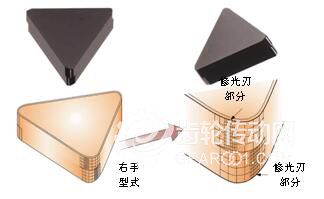
PCBN修光刃技術方面最新的進展之一是 Secomax CBN100 Crossbill™修光刃刀片的開發(圖4)。這種獨特的刀片把整體式 PCBN 和分左右手的修光刃設計的優勢結合在一起。直到最近,整體式 PCBN 刀片上的修光刃設計使其朝向臺階加工的能力收到限制。這是由于一個切削刃上的修光刃設計與對邊刀尖圓角的設計相反。CBN100 Crossbill™刀片的推出已經解決了這個問題,它既供應右手型式也供應左手型式的刀片。它能用于朝向臺階的軸向車削(充分利用修光刃技術),而且歸因于這種設計,它還能加工出完美的圓弧。
應用高生產率技術
修光刃和插車工藝能被用于一系列不同的大批量生產應用領域。在齒輪車削中,插車和修光刃的結合通常是最佳的解決方案。包括尺寸精度和表面粗糙度等技術要求的典型同步嚙合齒輪見圖 5 所示。
第一個關鍵的地方是同步嚙合齒輪的錐面。對于加工這個表面,有三個選擇:(i)傳統車削,(ii)插車,(iii)修光刃技術。
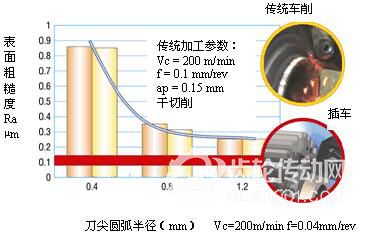
傳統車削是一種試切法,而且作為與插車和修光刃技術相比較的基準。在傳統車削中,使用的切削速度和進給量分別為150-200 m/min和0.1mm/rev 。插車使用的參數:Vc=300m/min, f=0.04mm/rev 。如前所述,成功的插車依靠提高切削速度和降低進給量。
使用的刀片是一種具有負角槽型的整體式Secomax CBN100三角形刀片,每個刀片提供六個切削刃。在插車加工中,刀具的位置精度是至關重要的,因為它將被復制到工件上。在加工錐面時,需要使用特別‘定制’的刀桿來提供6.5°的錐度,錐度的最終調整需要在機床上完成。
插車的主要好處在于縮短了加工節拍。插車的進給量為0.04mm/rev 、切削深度在4轉加上極小的空進給,共計接觸時間0.04秒內完成,而傳統車削需要4.96秒,差距超過100倍。
除了加工節拍提高之外,插車還有其它好處。圖6表示刀尖圓弧半徑對表面粗糙度的總體影響。如期望的那樣,刀尖圓弧半徑越大,表面粗糙度越好。令人感興趣的是,與傳統加工相比,插車通常產生好得多的表面粗糙度。
已加工表面殘余應力的分析也已經顯示插車具有確實的好處,取決于許多因素,諸如切削刃狀態、加工參數等。已加工零件的整個表面處于壓應力狀態是可行的。對于承受動載荷的零件,這當然是令人感興趣的。插車的表面還去除了與螺旋表面相關的影響表面粗糙度的問題,傳統車削生成螺旋的刀具軌跡。
除了加工節拍提高之外,插車還有其它好處。圖6表示刀尖圓弧半徑對表面粗糙度的總體影響。如期望的那樣,刀尖圓弧半徑越大,表面粗糙度越好。令人感興趣的是,與傳統加工相比,插車通常產生好得多的表面粗糙度。
在錐面上使用修光刃技術是當與傳統車削相比需要縮短加工節拍時的一種選擇;但是這將要求把刀片調整到與錐度一致以確保修光刃效果的有效性。
齒輪的內孔加工使用傳統刀片和修光刃刀片都可以。正是內孔長度的原因,使得插車不能成為一個可行的方案。使用修光刃刀片的主要好處是提高余量的切除率而不影響零件的表面粗糙度。在較低的進給量下使用修光刃刀片很少或沒有優勢,依靠修光刃的設計,進給量能比傳統車削高三倍,它有兩種潛在的優勢。首先是縮短加工節拍,其次,更少的接觸時間提供潛在的更長的刀具壽命。
使用修光刃原理的一個變通是使用刀尖圓弧半徑更大的刀片,如圓刀片。而這種變通對于通孔或通行無阻的外圓車削是可接受的,加工時碰到臺階是不行的,限制了它的應用。使用修光刃或者圓刀片都具有更大的接觸面積,確實提高切削時的壓力,但由于硬車削的切削力較低,這通常不會出現達不到尺寸精度的問題。
通常,最后加工的是前端面和/或后端面。所有三種選項都是可行的,而且當然因為面積小,加工節拍在所有情況下都較低(圖7),可是仍然存在通過應用插車技術來最小化切削時間的機會。
結論
隨著業界非常強調通過縮短加工節拍來提高生產率,本文討論 的兩種加工新技術都作出了重要的貢獻。雖然兩種技術都有一些限制,但已經證明當零件幾何角度允許使用插車和修光刃技術時,加工節拍明顯改善并因此提高生產率。
傳動零件是容易進行硬車削的,而本文中的汽車同步嚙合齒輪使用不同的刀具理念進行加工。該零件不同加工的數量突出了使用的不同理念的優勢和局限性。
盡管幾年前硬車削的選擇是相當有限的,但將如本文所示,如今可供選擇的數量很多。因此,加工工藝應該圍繞用戶的需求,機床的技術根據用戶的產量進行設計,這是非常重要的。
圖1 PCBN精加工汽車同步嚙合齒輪
材料淬硬鋼,硬度HRC 60,車端面、外圓和內孔
刀片型號:TNGN110308S CBN100, 有冷卻液
Vc=200m/min,f=0.014~0.04mm/rev,ap=0.15mm
結果:23臺磨床被4臺CNC車床替代
圖2 高生產率加工-插車
硬車削基本技術
當談到硬車削基本技術時,參考基準是在標準的刀桿上使用標準的ISO刀片幾何角度來加工淬硬零件,形成需要的零件廓形。典型的硬車削零件見圖1。加工過程通常涉及多種加工,如車內孔、車端面、反車端面和車削同步嚙合齒輪的錐面。自從能一次裝夾完成加工后,與磨削相比,直接的好處是減少了因位置精度超差而報廢的零件。尺寸精度和表面粗糙度可通過調整加工參數而得到滿足。零件夾持和機床穩定性也有很重要的作用。自上世紀80年代末以來,這種技術已經使用得非常成功,而且繼續成為代替磨削加工的基礎。
高生產率加工技術
對于所有發展中的技術,一旦基本概念已經被接受,不可避免會出現改型的理念。就硬車削而言,當前強調提高生產率。很有趣的是,一種工藝是低進給加工,大家期望的另一種工藝是高進給精加工技術。
圖3 高生產率加工-修光刃
圖4 Secomax CBN100 Crossbill™修光刃刀片
插車技術
插車(Plunging)實質上是使用相當一部分的切削刃長度來生成加工表面。這個理念不是完全新的,因為它已經被非常成功地用于插車發動機缸蓋的閥座。但是,隨著世界上第一款且目前唯一的用于精加工的整體式PCBN材質等級CBN100的開發成功,插車的理念擴張到了其它應用領域。整體式CBN100的經濟性好出很多,譬如一片三角形的刀片為插車提供六個切削刃,這使得該產品對于插車加工和傳統車削技術都非常理想。
與傳統硬車削相比,主要優勢是縮短加工節拍,大概在75到90%之間。圖 2 表示插車的基本原理。
該工藝依靠很多關鍵因素:首先,為獲得良好的表面粗糙度和最長的刀具壽命,刀片切削刃的質量非常重要。它也是提高切削速度和降低進給量所必須的。這減少了切削力,確保極佳的尺寸精度。為了維持尺寸精度,在切削的最后2到3轉,刀片允許空進給。為了避免切削刃廓形影響表面粗糙度,作了一個小的軸向移動。隨著這些技術的應用和有良好的機床配置,獲得一致性很高的表面粗糙度和零件精度是可行的。在齒輪車削中,插車已經被用于加工齒面和同步嚙合錐面。已經用PCBN插車加工的最大長度是16 mm。
圖5 典型的汽車同步嚙合齒輪零件
修光刃技術
修光刃技術在硬質合金刀具中已經進行很多的嘗試和試驗。使用修光刃刀片的優勢是在更高得進給量下的加工能力。修光刃的原理如圖3所示。實際上修光刃的原理就是在刀尖圓弧之后放置一個大圓弧或多個大圓弧。由于接觸區域更寬且能縮小硬車削生成表面的波峰和波谷的比值,這使得刀片具有與大圓弧或圓刀片相同的效果。這也使得進給量增加后表面粗糙度不會變差。
隨著刀具制造技術的進步,把這個原理用于PCBN刀片是可行的。把修光刃技術用于硬車削的好處有兩個方面:首先是提高生產率,其二是縮短接觸時間并提供更長的刀具壽命。在齒輪加工中,修光刃刀片通常被用于加工內孔。
PCBN修光刃技術方面最新的進展之一是 Secomax CBN100 Crossbill™修光刃刀片的開發(圖4)。這種獨特的刀片把整體式 PCBN 和分左右手的修光刃設計的優勢結合在一起。直到最近,整體式 PCBN 刀片上的修光刃設計使其朝向臺階加工的能力收到限制。這是由于一個切削刃上的修光刃設計與對邊刀尖圓角的設計相反。CBN100 Crossbill™刀片的推出已經解決了這個問題,它既供應右手型式也供應左手型式的刀片。它能用于朝向臺階的軸向車削(充分利用修光刃技術),而且歸因于這種設計,它還能加工出完美的圓弧。
應用高生產率技術
修光刃和插車工藝能被用于一系列不同的大批量生產應用領域。在齒輪車削中,插車和修光刃的結合通常是最佳的解決方案。包括尺寸精度和表面粗糙度等技術要求的典型同步嚙合齒輪見圖 5 所示。
第一個關鍵的地方是同步嚙合齒輪的錐面。對于加工這個表面,有三個選擇:(i)傳統車削,(ii)插車,(iii)修光刃技術。
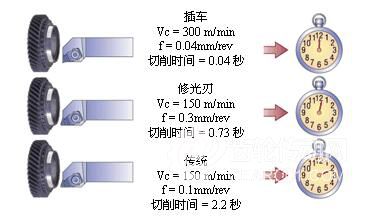
傳統車削是一種試切法,而且作為與插車和修光刃技術相比較的基準。在傳統車削中,使用的切削速度和進給量分別為150-200 m/min和0.1mm/rev 。插車使用的參數:Vc=300m/min, f=0.04mm/rev 。如前所述,成功的插車依靠提高切削速度和降低進給量。
使用的刀片是一種具有負角槽型的整體式Secomax CBN100三角形刀片,每個刀片提供六個切削刃。在插車加工中,刀具的位置精度是至關重要的,因為它將被復制到工件上。在加工錐面時,需要使用特別‘定制’的刀桿來提供6.5°的錐度,錐度的最終調整需要在機床上完成。
插車的主要好處在于縮短了加工節拍。插車的進給量為0.04mm/rev 、切削深度在4轉加上極小的空進給,共計接觸時間0.04秒內完成,而傳統車削需要4.96秒,差距超過100倍。
圖6 表面粗糙度結果-錐面
除了加工節拍提高之外,插車還有其它好處。圖6表示刀尖圓弧半徑對表面粗糙度的總體影響。如期望的那樣,刀尖圓弧半徑越大,表面粗糙度越好。令人感興趣的是,與傳統加工相比,插車通常產生好得多的表面粗糙度。
已加工表面殘余應力的分析也已經顯示插車具有確實的好處,取決于許多因素,諸如切削刃狀態、加工參數等。已加工零件的整個表面處于壓應力狀態是可行的。對于承受動載荷的零件,這當然是令人感興趣的。插車的表面還去除了與螺旋表面相關的影響表面粗糙度的問題,傳統車削生成螺旋的刀具軌跡。
除了加工節拍提高之外,插車還有其它好處。圖6表示刀尖圓弧半徑對表面粗糙度的總體影響。如期望的那樣,刀尖圓弧半徑越大,表面粗糙度越好。令人感興趣的是,與傳統加工相比,插車通常產生好得多的表面粗糙度。
在錐面上使用修光刃技術是當與傳統車削相比需要縮短加工節拍時的一種選擇;但是這將要求把刀片調整到與錐度一致以確保修光刃效果的有效性。
齒輪的內孔加工使用傳統刀片和修光刃刀片都可以。正是內孔長度的原因,使得插車不能成為一個可行的方案。使用修光刃刀片的主要好處是提高余量的切除率而不影響零件的表面粗糙度。在較低的進給量下使用修光刃刀片很少或沒有優勢,依靠修光刃的設計,進給量能比傳統車削高三倍,它有兩種潛在的優勢。首先是縮短加工節拍,其次,更少的接觸時間提供潛在的更長的刀具壽命。
使用修光刃原理的一個變通是使用刀尖圓弧半徑更大的刀片,如圓刀片。而這種變通對于通孔或通行無阻的外圓車削是可接受的,加工時碰到臺階是不行的,限制了它的應用。使用修光刃或者圓刀片都具有更大的接觸面積,確實提高切削時的壓力,但由于硬車削的切削力較低,這通常不會出現達不到尺寸精度的問題。
通常,最后加工的是前端面和/或后端面。所有三種選項都是可行的,而且當然因為面積小,加工節拍在所有情況下都較低(圖7),可是仍然存在通過應用插車技術來最小化切削時間的機會。
圖7 車削同步嚙合齒輪端面的加工時間
結論
隨著業界非常強調通過縮短加工節拍來提高生產率,本文討論 的兩種加工新技術都作出了重要的貢獻。雖然兩種技術都有一些限制,但已經證明當零件幾何角度允許使用插車和修光刃技術時,加工節拍明顯改善并因此提高生產率。