PCD即聚晶金剛石,是上世紀70年代通過高壓技術獲得的一種人工合成材料。其具有高硬度、高導熱系數和摩擦系數僅為0.1~0.3等優良特性。在實際加工過程中,由于PCD刀具具有極高的硬度,導致加工刃磨的效率較低;為了提高刀具刃磨效率,普及PCD刀具的使用,很多學者在這方面展開了研究。
馮莉[1]等人采用灰色關聯分析法,通過對影響加工精度的脈沖寬度、脈沖間隔、峰值電流、峰值電壓、進給速度的分析,從而確定了相關工藝參數的最佳組合,使加工的效率得到了較大的提高;宋小中[2]等人研究了不同實驗條件下,分析了脈沖放電寬度、脈沖放電間隔、脈沖開路電壓、脈沖放電電流和電極材料等工藝參數對孔徑間隙和加工速度兩項工藝指標影響規律,根據實驗獲得的結論對加工工藝參數進行了優化,從而提高了加工效率;顧豐[3]等人則采用信噪比分析和灰色理論的方法,在電火花微細加工過程中,分析各項加工參數對工藝指標的影響的主次關系,得到了同時兼顧多項工藝指標的優化組合。賈振元等[4]在電火花微小孔加工中,用正交試驗法研究了放電參數和非放電參數等因素對加工速度和電極損耗工藝指標的影響規律,獲得了多項工藝目標下的參數優化組合。
總結前人的研究方法,電火花加工研究主要是表面粗糙度和加工速度。針對電火花放電刃磨機床,電極的損耗是影響工件加工質量的關鍵因素,因此本文主要以自主研發的電火花放電刃磨數控機床為實驗平臺,在現有的工藝條件下,針對加工速度和電極損耗兩項工藝指標進行研究,確定最優的參數組合,從而降低了石墨電極損耗和提高了EDG機床加工的效率。
1 影響因素的分析
影響因素是指對工藝指標可能產生影響的工藝參數,在電火花放電磨削加工中,影響磨削工藝指標的因素復雜多樣,如果把所有因素都考慮進來,是不科學的,也是不現實的。參照常規電火花磨削工藝規律以及同類型電火花加工設備,本次正交實驗選取占空比、主軸轉速、加工電壓、加工極性4個影響工藝指標的主要實驗因素。
2 正交實驗
2.1 實驗設計
本文實驗設備為SURREY-010型專用PCD木工刀具EDG加工數控機床,采用圓形盤狀石墨電極作為工具電極,加工工件為PCD成型螺旋輪胎刀具。選取占空比、主軸轉速、加工電壓、加工極性作為主要的加工參數,以工件的加工速度和石墨電極的損耗作為工藝參數指標,設計針對粗加工和精加工的工藝實驗。在考慮加工機床可變工藝參數的基礎上,本次正交實驗有3個4水平因素和1個2水平因素,屬于混合正交表范疇。本次實驗僅考察4個因素對實驗指標的影響效果,不考慮因素間的交互作用,因此可直接套用
混合正交表,其中可將占空比、主軸轉速、加工電壓和加工極性依次安排在正交表第1、2、3、4列上,可以將5至9列的空列作為試驗誤差來衡量試驗的可靠性。設計了表1和表2的實驗因素水平表。
表1 電火花粗加工因素水平表
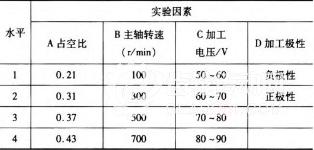
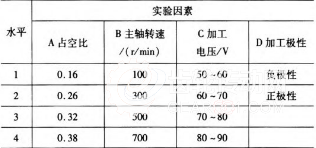
表2 電火花精加工因素水平表
2.2 實驗結果分析
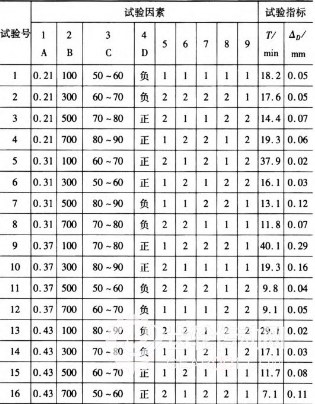
按照設計的正交實驗進行試驗,實驗結果見表3和表4,運用極差分析對加工后的加工速度和電極損耗進行分析,分析結果見表5和表6。從中可以得出如下結論:
(1)計算Kjn,kjn,確定試驗因素的優水平
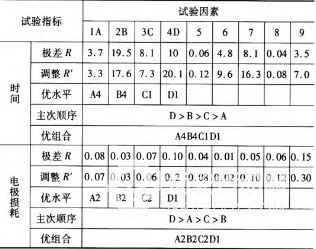
針對電火花粗加工實驗數據分析,對于時間試驗指標而言,A4、B4、C1、D1分別為B、C、D因素的優水平;對于損耗試驗指標而言,A2、B2、C2、D1分別為B、C、D因素的優水平。
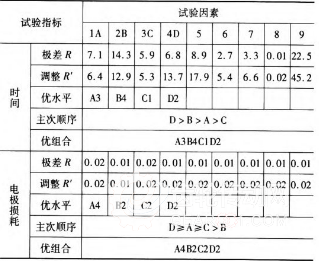
針對電火花精加工實驗數據分析,對于時間試驗指標而言,A3、B4、C1、D2分別為A、B、C、D因素的優水平;對于損耗試驗指標而言,A4、B2、C2、D2分別為A、B、C、D因素的優水平。
(2)確定因素的主次順序
針對粗加工試驗而言,由表5可知,對于時間指標而言,RD>RB>RC>RA,對試驗指標影響的主次順序是DBCA,即加工極性影響最大,而占空比影響較小;對于損耗指標而言,RD>RA>RC>RB,對試驗指標影響的主次順序是DACB,即加工極性影響最大,而電極轉速影響較小。同理,針對精加工試驗而言,由表6可知,對于時間指標而言,對試驗指標影響的主次順序是DBAC,即加工極性影響最大,而加工電壓影響較小;對于損耗指標而言,對試驗指標影響的主次順序是DACB,即加工極性影響最大,而電極轉速影響較小。
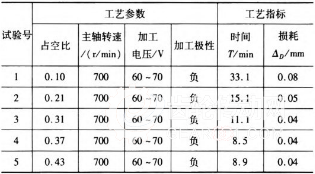
表3 粗加工試驗方案及試驗數據
(3)確定試驗因素的最優水平組合
對于電火花粗加工試驗而言,時間指標的優化水平組合為A4B4C1D1,損耗指標的優化水平組合為A2B2C2D1。對于電火花精加工試驗而言,時間指標的優化水平組合為A3B4C1D2,損耗指標的優化水平組合為A4B2C2D2。
表4 精加工試驗方案及試驗數據
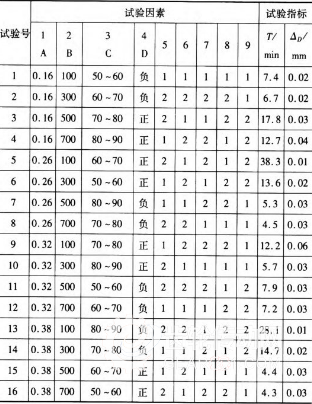
表5 電火花粗加工試驗數據極差分析表
不論是電火花粗加工試驗還是電火花精加工試驗,由于以上雙指標各自分析得出的優化組合不一致,所以必須根據因素影響的主次順序,綜合考慮后再確定最佳的工藝條件。對于電火花粗加工試驗而言,對于因素A,其對時間指標影響大小排第4位,此時取A4;其對損耗指標影響排第2位,取A2;但取A2時,時間指標比取A4增加了3.7 min,且由損耗指標看,取A2與A4損耗相當,故A因素取A4。同理分析可知B取B4,C取C1,D取D1,優組合為A4B4C1D1;對于精加工而言,同理可得,A取A3,B取B4,C取C1,D取D2,優組合為A3B4C1D2。
表6 電火花精加工試驗數據極差分析表
3 單因素實驗
如上分析得到最優組合條件后,控制其他條件不變的前提下,針對某一因素進行單一變量的試驗,可以清晰的看出加工精度隨著變量變化的趨勢。分別針對電極旋轉方向、電極轉速和占空比做了相關試驗,其結果如下文所示。
(1)實驗一
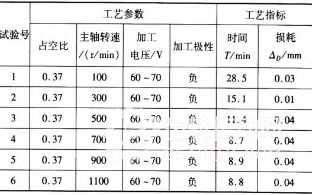
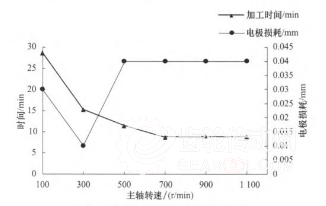
實驗條件:負極性粗加工、占空比0.37、加工電壓60~70 V,對主軸轉速做單因素實驗,實驗結果如表7所示。
表7 主軸轉速單因素實驗
由表7可知:在占空比、加工電壓、加工極性均不變的前提下,主軸轉速在100~1 100 r/min范圍內變化時,不同的轉速對應的電極損耗幾乎沒有變化,對應的加工時間變化較大。由圖1所示的實驗數據變化趨勢可知,當電極轉速大于等于700 r/min時,加工時間最短,電極的損耗相對較小。
(2)實驗二
實驗條件:負極性粗加工、加工電壓60~70 V、主軸轉速700 r/min,對占空比做單因素實驗,實驗結果如表8所示。在主軸轉速、加工電壓、加工極性均不變的前提條件下,占空比在0.10~0.43范圍內變化時,不同的占空比對應的電極損耗不同,當占空比大于等于0.31的時候,電極損耗幾乎不變,不同的占空比對應的加工時間變化較大,其變化趨勢如圖2所示,通過占空比單因素實驗數據趨勢圖可知,當占空比為0.37時,不僅所需加工時間最短,而且對電極的損耗也相對較小。
表8 占空比單因素實驗
 (3)實驗三
(3)實驗三
實驗條件:負極性粗加工、加工余量為0.15 mm、加工電壓60~70 V、主軸轉速700 r/min、粗加工占空比為0.37、對精加工不同占空比位置做單因素實驗,實驗結果如表9所示。
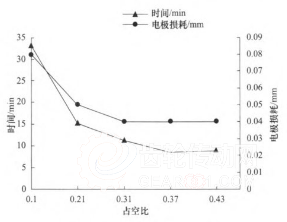 表9 精加工開關占空比單因素實驗
表9 精加工開關占空比單因素實驗

由表9可知:粗加工時,精加工開關和粗加工開關同時打開,粗加工占空比為0.37、加工電壓60~70 V、主軸轉速700 r/min、精加工占空比為0.26,不僅所需加工時間最短,而且對電極的損耗也相對較小。
4 結語
通過設計正交試驗分析了占空比、主軸轉速、加工電壓和加工極性電火花放電刃磨PCD成型螺旋輪胎刀具的加工速度和電極損耗工藝指標的影響,通過極差分析出加工的最優參數組合:粗加工時,加工極性為負極性加工、粗加工開關和精加工開關都打開,粗加工占空比為0.37、精加工占空比為0.26、主軸轉速為700 r/min、電壓維持在60~70 V時,不僅所需加工時間最短,而且對電極的損耗也較小;精加工時,加工極性為正極性加工、粗加工工開關關閉、精加工開關打開占空比為0.38、主軸轉速為700 r/min、電壓維持在50~60 V時,不僅所需加工時間最短,而且對電極的損耗也較小。以上優化的加工參數,對于實際加工具有一定的指導意義。
馮莉[1]等人采用灰色關聯分析法,通過對影響加工精度的脈沖寬度、脈沖間隔、峰值電流、峰值電壓、進給速度的分析,從而確定了相關工藝參數的最佳組合,使加工的效率得到了較大的提高;宋小中[2]等人研究了不同實驗條件下,分析了脈沖放電寬度、脈沖放電間隔、脈沖開路電壓、脈沖放電電流和電極材料等工藝參數對孔徑間隙和加工速度兩項工藝指標影響規律,根據實驗獲得的結論對加工工藝參數進行了優化,從而提高了加工效率;顧豐[3]等人則采用信噪比分析和灰色理論的方法,在電火花微細加工過程中,分析各項加工參數對工藝指標的影響的主次關系,得到了同時兼顧多項工藝指標的優化組合。賈振元等[4]在電火花微小孔加工中,用正交試驗法研究了放電參數和非放電參數等因素對加工速度和電極損耗工藝指標的影響規律,獲得了多項工藝目標下的參數優化組合。
總結前人的研究方法,電火花加工研究主要是表面粗糙度和加工速度。針對電火花放電刃磨機床,電極的損耗是影響工件加工質量的關鍵因素,因此本文主要以自主研發的電火花放電刃磨數控機床為實驗平臺,在現有的工藝條件下,針對加工速度和電極損耗兩項工藝指標進行研究,確定最優的參數組合,從而降低了石墨電極損耗和提高了EDG機床加工的效率。
1 影響因素的分析
影響因素是指對工藝指標可能產生影響的工藝參數,在電火花放電磨削加工中,影響磨削工藝指標的因素復雜多樣,如果把所有因素都考慮進來,是不科學的,也是不現實的。參照常規電火花磨削工藝規律以及同類型電火花加工設備,本次正交實驗選取占空比、主軸轉速、加工電壓、加工極性4個影響工藝指標的主要實驗因素。
2 正交實驗
2.1 實驗設計
本文實驗設備為SURREY-010型專用PCD木工刀具EDG加工數控機床,采用圓形盤狀石墨電極作為工具電極,加工工件為PCD成型螺旋輪胎刀具。選取占空比、主軸轉速、加工電壓、加工極性作為主要的加工參數,以工件的加工速度和石墨電極的損耗作為工藝參數指標,設計針對粗加工和精加工的工藝實驗。在考慮加工機床可變工藝參數的基礎上,本次正交實驗有3個4水平因素和1個2水平因素,屬于混合正交表范疇。本次實驗僅考察4個因素對實驗指標的影響效果,不考慮因素間的交互作用,因此可直接套用
混合正交表,其中可將占空比、主軸轉速、加工電壓和加工極性依次安排在正交表第1、2、3、4列上,可以將5至9列的空列作為試驗誤差來衡量試驗的可靠性。設計了表1和表2的實驗因素水平表。
表1 電火花粗加工因素水平表
表2 電火花精加工因素水平表
2.2 實驗結果分析
按照設計的正交實驗進行試驗,實驗結果見表3和表4,運用極差分析對加工后的加工速度和電極損耗進行分析,分析結果見表5和表6。從中可以得出如下結論:
(1)計算Kjn,kjn,確定試驗因素的優水平
針對電火花粗加工實驗數據分析,對于時間試驗指標而言,A4、B4、C1、D1分別為B、C、D因素的優水平;對于損耗試驗指標而言,A2、B2、C2、D1分別為B、C、D因素的優水平。
針對電火花精加工實驗數據分析,對于時間試驗指標而言,A3、B4、C1、D2分別為A、B、C、D因素的優水平;對于損耗試驗指標而言,A4、B2、C2、D2分別為A、B、C、D因素的優水平。
(2)確定因素的主次順序
針對粗加工試驗而言,由表5可知,對于時間指標而言,RD>RB>RC>RA,對試驗指標影響的主次順序是DBCA,即加工極性影響最大,而占空比影響較小;對于損耗指標而言,RD>RA>RC>RB,對試驗指標影響的主次順序是DACB,即加工極性影響最大,而電極轉速影響較小。同理,針對精加工試驗而言,由表6可知,對于時間指標而言,對試驗指標影響的主次順序是DBAC,即加工極性影響最大,而加工電壓影響較小;對于損耗指標而言,對試驗指標影響的主次順序是DACB,即加工極性影響最大,而電極轉速影響較小。
表3 粗加工試驗方案及試驗數據
(3)確定試驗因素的最優水平組合
對于電火花粗加工試驗而言,時間指標的優化水平組合為A4B4C1D1,損耗指標的優化水平組合為A2B2C2D1。對于電火花精加工試驗而言,時間指標的優化水平組合為A3B4C1D2,損耗指標的優化水平組合為A4B2C2D2。
表4 精加工試驗方案及試驗數據
表5 電火花粗加工試驗數據極差分析表
不論是電火花粗加工試驗還是電火花精加工試驗,由于以上雙指標各自分析得出的優化組合不一致,所以必須根據因素影響的主次順序,綜合考慮后再確定最佳的工藝條件。對于電火花粗加工試驗而言,對于因素A,其對時間指標影響大小排第4位,此時取A4;其對損耗指標影響排第2位,取A2;但取A2時,時間指標比取A4增加了3.7 min,且由損耗指標看,取A2與A4損耗相當,故A因素取A4。同理分析可知B取B4,C取C1,D取D1,優組合為A4B4C1D1;對于精加工而言,同理可得,A取A3,B取B4,C取C1,D取D2,優組合為A3B4C1D2。
表6 電火花精加工試驗數據極差分析表
3 單因素實驗
如上分析得到最優組合條件后,控制其他條件不變的前提下,針對某一因素進行單一變量的試驗,可以清晰的看出加工精度隨著變量變化的趨勢。分別針對電極旋轉方向、電極轉速和占空比做了相關試驗,其結果如下文所示。
(1)實驗一
實驗條件:負極性粗加工、占空比0.37、加工電壓60~70 V,對主軸轉速做單因素實驗,實驗結果如表7所示。
表7 主軸轉速單因素實驗
由表7可知:在占空比、加工電壓、加工極性均不變的前提下,主軸轉速在100~1 100 r/min范圍內變化時,不同的轉速對應的電極損耗幾乎沒有變化,對應的加工時間變化較大。由圖1所示的實驗數據變化趨勢可知,當電極轉速大于等于700 r/min時,加工時間最短,電極的損耗相對較小。
(2)實驗二
實驗條件:負極性粗加工、加工電壓60~70 V、主軸轉速700 r/min,對占空比做單因素實驗,實驗結果如表8所示。在主軸轉速、加工電壓、加工極性均不變的前提條件下,占空比在0.10~0.43范圍內變化時,不同的占空比對應的電極損耗不同,當占空比大于等于0.31的時候,電極損耗幾乎不變,不同的占空比對應的加工時間變化較大,其變化趨勢如圖2所示,通過占空比單因素實驗數據趨勢圖可知,當占空比為0.37時,不僅所需加工時間最短,而且對電極的損耗也相對較小。
表8 占空比單因素實驗
實驗條件:負極性粗加工、加工余量為0.15 mm、加工電壓60~70 V、主軸轉速700 r/min、粗加工占空比為0.37、對精加工不同占空比位置做單因素實驗,實驗結果如表9所示。
由表9可知:粗加工時,精加工開關和粗加工開關同時打開,粗加工占空比為0.37、加工電壓60~70 V、主軸轉速700 r/min、精加工占空比為0.26,不僅所需加工時間最短,而且對電極的損耗也相對較小。
4 結語
通過設計正交試驗分析了占空比、主軸轉速、加工電壓和加工極性電火花放電刃磨PCD成型螺旋輪胎刀具的加工速度和電極損耗工藝指標的影響,通過極差分析出加工的最優參數組合:粗加工時,加工極性為負極性加工、粗加工開關和精加工開關都打開,粗加工占空比為0.37、精加工占空比為0.26、主軸轉速為700 r/min、電壓維持在60~70 V時,不僅所需加工時間最短,而且對電極的損耗也較小;精加工時,加工極性為正極性加工、粗加工工開關關閉、精加工開關打開占空比為0.38、主軸轉速為700 r/min、電壓維持在50~60 V時,不僅所需加工時間最短,而且對電極的損耗也較小。以上優化的加工參數,對于實際加工具有一定的指導意義。