前言:
汽車、拖拉機變速撥叉是變速箱的重要構件之一,工作時如同撥叉軸為支點的懸臂梁,承受著間歇式彎曲疲勞載荷,其形狀復雜,厚薄相差懸殊,加工精度高。即要保證撥叉的綜合機械性能,又必須滿足叉部耐磨的目的。目前國內生產撥叉大多數都是通過模鍛、鑄造成型后經正火或調質處理提高綜合機械性能。再經碳氮共滲淬火、滲碳淬火或高頻淬火來提高叉部與齒輪接觸面的硬度,從而達到耐磨的目的。而任何淬火都會因內部組織變化,比容增大,熱應力和組織應力疊加,不可避免地引起變形,甚至裂紋,這就是加工撥叉的最大技術難點,
如何解決這一技術難題。我們進行了以下技術創新設計。
1、最大限度地利用材料的性能;
2、最大限度地簡化加工工藝;
3、創新地使用尼龍夾片。
產品主要技術指標:
(1)材料:45-GB/T699-1999鍛造余熱熱處理狀態使用(2)隨整機通過耐久性和實用性試驗:≥5000小時
試驗技術方案
第一階段:采用單片增強尼龍粘貼法。
我們采用增強尼龍片粘貼的撥叉用于金杯、馬自達汽車,使我們對撥叉的使用有一個新的認識,當時我們試用了國內外多家提供的粘結劑和不同的粘結法進行比較。
對增強尼龍粘貼采用正交試驗,我們選取了四因素三水平的正交表,制定試驗方案:對試驗結果通過數理統計分析:得知洛泰膠粘結強度高。國內多家膠的粘結性能都遠不如洛泰膠。但美中不足是凡因粘貼不平整需返工時,重新退出粘貼非常困難。且洛泰膠價格昂貴并不斷漲價。當時為保證粘結強度,我們只好選取洛泰膠。
第二階段:兩尼龍片連成一體,兩夾片內側制成凸銷鑲嵌法。
從那時起我們就一直考慮要使尼龍片和撥叉平面貼合在一起,除使用粘膠外,還有其它辦法可循嗎? 如果用兩塊尼龍,兩面分開鑲嵌就好了。
考慮到撥叉工作時只有一面與齒輪接觸,另一面處于自由狀態,尼龍片有可能脫落,根據撥叉使用時的活動空間,叉頭前面有足夠的位置,這樣就把單片尼龍做成兩片連在一起的尼龍夾片,尼龍夾片內側制有兩個小凸臺,插入撥叉內孔中。保持一定的緊度,試驗證明這種夾片結構對解決尼龍片單面脫落非常有效。而且如果一面磨損,可以換面使用,拆裝非常方便。這一大膽設想經多次試驗后取得了明顯的效果。
第三階段:對于小平面撥叉采用開槽鑲嵌法。
國外要求我們提供多種無噪音的高性能新型撥叉。北京齒輪總廠提出和我們
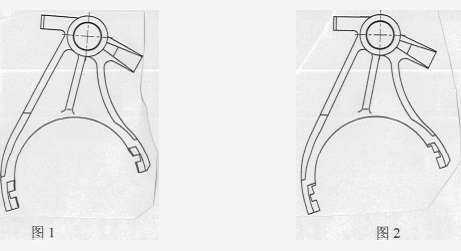
一同開發、研制、生產。我們考慮到本國資源,我國金屬鉬稀少,離子噴鉬撥叉噪音小、耐磨等性能好,但價格昂貴。于是我們協商開發增強尼龍鑲嵌的撥叉。由于我們歷經過一些試驗,有一定的經驗與教訓。小平面撥叉叉口面積小,為保證其強度, 我們在原有撥叉毛坯的基礎上,對原有撥叉口加以改進見圖 :
改進前叉口形狀見圖1與改進后叉口形狀見圖2,
設計試驗鑲嵌牢靠的零件槽口尺寸大小(槽寬×槽深)和尼龍片鑲角尺寸大小相匹配。其零件開槽形狀和開槽尺寸。需經現場加工試制,為避免尖角處有應力,需要設計合理的倒角。既要保證尼龍片鑲嵌方便易行,又要確保撥叉頭的強度。 為縮短試驗時間我們根據影響撥叉頭的幾個因素作正交試驗。為此我們按照L9(34)作如下試驗:
因素水平表
|
因素 水平 |
A 零件形狀 |
B 開槽尺寸 |
C 尼龍配合寸 |
D 零件倒角 |
|
1 |
原零件直接銑槽面 |
5×3.3 |
5.05×3.5 |
0.5×0.5 |
|
2 |
垂直叉口銑槽面 |
5.15×3.5 |
5.1×3.7 |
1×0.5 |
|
3 |
平行叉口銑槽面 |
5.3×3.7 |
5.2×3.9 |
2×0.5 |
試驗方案及結果分析表鑲嵌增強尼龍夾片
|
因素
試驗號 |
A 零件形狀 |
B 零件開槽尺寸 |
C 尼龍配合尺寸 |
D 倒角 |
試驗結果評分 |
|
1 |
1 原零件形狀直接銑面 |
1 5×3.3 |
1 5.05×3.5 |
1 0.5×0.5 |
16 |
|
2 |
1 原零件形狀直接銑面 |
2 5.15×3.5 |
2 5.1×3.7 |
2 1×0.5 |
18 |
|
3 |
1 原零件形狀直接銑面 |
3 5.3×3.7 |
3 5.2×3.9 |
3 2×0.5 |
21 |
|
4 |
2 垂直叉口銑面 |
1 5×3.3 |
2 5.1×3.7 |
3 2×0.5 |
34 |
|
5 |
2 垂直叉口銑面 |
2 5.15×3.5 |
3 5.2×3.9 |
1 0.5×0.5 |
28 |
|
6 |
2 垂直叉口銑面 |
3 5.3×3.7 |
1 5.05×3.5 |
2 1×0.5 |
23 |
|
7 |
3 平行叉口銑面 |
1 5×3.3 |
3 5.2×3.9 |
2 1×0.5 |
29 |
|
8 |
3 平行叉口銑面 |
2 5.15×3.5 |
1 5.05×3.5 |
3 2×0.5 |
21 |
|
9 |
3 平行叉口銑面 |
3 5.3×3.7 |
2 5.1×3.7 |
1 0.5×0.5 |
17 |
|
K1 |
16+18+21=55 |
16+34+29=79 |
16+26+21=60 |
16+28+17=61 |
|
|
K2 |
34+28+23=85 |
18+28+21=67 |
18+34+17=69 |
18+23+29=70 |
|
|
K3 |
29+21+27=67 |
21+23+17=51 |
21+28+29=78 |
21+34+21=76 |
|
|
R1 |
18.3 |
26.3 |
20 |
20.3 |
|
|
R2 |
28.3 |
22.3 |
23 |
23.3 |
|
|
R3 |
22.3 |
17 |
26 |
25.3 |
|
|
R |
10 |
9.3 |
6 |
5 |
|
從試驗結果分析表中可以看出
因子A以A2(垂直叉口銑槽面得分最高)稱A2因子為A的優水平
同理因子B的優水平是B1(零件開槽尺寸為5×3.3)
因子C和D的優水平是C3(5.2×3.9)和D3(2×0.5)
很容易想到:如果把這四個因子的優水平結合起來就能得到一個較好的水平組合A2B1C3D3。
選各因子的最佳值組成較優方案現對試驗結果經過實踐考驗后取A2B1C3D3.
A零件形狀:取第2水平垂直叉口銑槽面
B零件開槽尺寸:取第1水平5×3.3
C尼龍片配合尺寸:取第3水平5.2×3.9
D零件倒角:取第3水平2×0.5
必須說明的是利用鍛造余熱正火或調質應該掌握以下幾條:
① 在保證鍛造成型的前提下,選擇鋼的鍛造溫度不宜過高;
② 鍛造形變量應根據鋼的沖擊性能要求確定,常用鋼材最佳形變量范圍在25%~40%;
③ 鍛后停留時間、高溫形變后停留時間碳素結構鋼不大于60S;
④ 鍛后余熱正火或淬火溫度為鋼的相變臨界點Ar3及Arcm以上或Arcm~Ar1之間的某一個溫度。
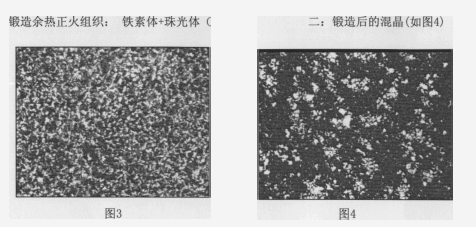
通過恰當的余熱正火工藝,可使45或40Cr等鋼鍛后直接獲得均勻的鐵素體加珠光鐵,使其組織更細,晶粒得到細化(5~8級)見圖3和圖4,因此,壽命提高一倍以上。
結語
近年來,無噪音變速撥叉的研究與試制逐漸得到重視,但其應用普及率與國外差距仍然較大。對變速撥叉鑲嵌增強尼龍片,可以獲取低成本、高性能、低能耗等綜合效益。由于這種撥叉使用時噪音小,安全耐用,目前強力膠粘接的撥叉國內已在金杯、馬自達轎車得到廣泛應用,帶凸銷尼龍片嵌入的撥叉美國約翰·迪爾公司已用于拖拉機上。 我公司多年研發成功各種規格汽車、拖拉機變速撥叉,已成為溫州天和公司的核心技術, 幾家主要客戶通過對產品裝機考核試驗或試用,給予了較高的評價。如美國約翰·迪爾公司將我公司的鑲嵌增強尼龍片撥叉,在拖拉機上進行組裝適用性試驗和等效5000H的適用性試驗, 試驗全過程運轉正常。試驗后經分解檢查,所有零件無裂紋、變形和磨損。因此, 準備進一步推廣使用。