
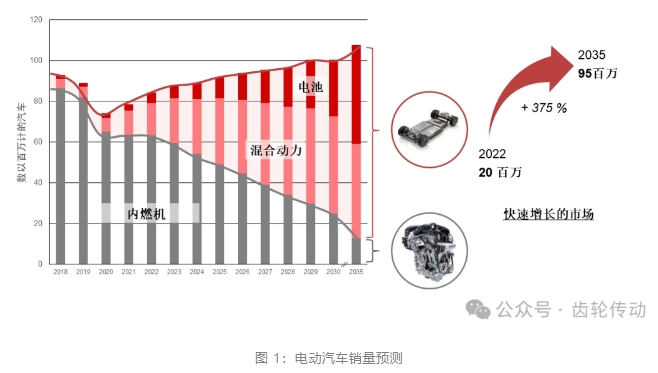
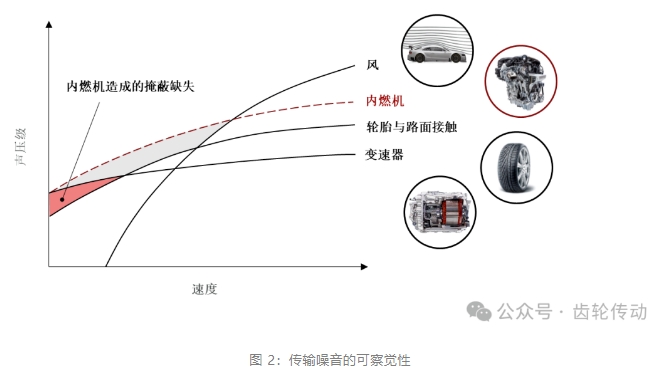
通過使用電動馬達取代內燃機,這種全新的驅動理念消除了汽車中的主要噪音源之一。因此,以前被內燃機優(yōu)化的聲音設計所掩蓋的噪音可能會凸顯出來。為了說明這一點,下圖顯示了車內各種噪聲源的聲壓級隨車速變化的定性情況。
請注意,變速器的噪音之前是如何被內燃機的聲音所掩蓋的。發(fā)動機聲音消失后,變速器的聲音就會顯現出來。一旦達到一定速度,輪胎與路面接觸的聲音就會占據主導地位,從而掩蓋了變速器的聲音。
變速器噪音、磨削技術、機床和數字化的相互作用
可以使用各種方法優(yōu)化變速器的聲譜。根據 VDI 3720 標準,可通過減少聲輻射、結構傳聲或結構傳聲激勵來最大限度地降低噪聲排放。前兩種降噪方法(輔助措施)包括所有類型的隔聲和結構聲波阻尼,以及調整受影響部件的結構聲傳導和輻射的自然振蕩行為。降低變速器噪音的最有效方法是盡量減少聲音激勵(主要措施)本身。軸承、松動部件或最重要的齒輪都會在變速器中產生激勵。減少齒輪的激勵效果最好。
齒輪激勵可能來自嚙合沖擊激勵(偏離理想的齒輪嚙合)和齒輪剛性變化(嚙合齒數的變化)。由于電動汽車變速箱的負載和轉速范圍很寬,導致輪齒的變形不同,因此齒輪嚙合條件也不同,在變速箱的整個負載范圍內,不可能存在最佳的輪齒嚙合條件。
使用適當的磨削方法(如展成磨削),可以非常快速、經濟地對齒輪進行硬加工。這種技術可以非常有效地用于齒面修型(鼓形量、修圓、扭曲等)。設計工程師可以利用磨齒機的齒面修形功能,專門設計適用于更寬負載和轉速范圍的齒輪嚙合,以減少齒輪過早嚙合變形造成的沖擊激勵。在磨削項目中,可以設置許多不同的修形,并直接在磨齒機控制系統上進行模擬。通過傳統的展成磨削技術,可以輕松、低成本地完成所需的鼓形量、修圓或角度修形。抗扭展成磨削可對扭曲值產生影響。通過對修整和磨削的運動軌跡進行多軸聯動,可分別為左齒面和右齒面產生指定的扭曲值。除了生成特定的宏觀幾何形狀和修改之外,精確加工指定的齒輪參數并減少任何微小偏差也至關重要。
利用正確的磨削工具、修整器和磨削參數,可以非常精確地加工出齒面的目標幾何形狀,從而將輪齒嚙合時產生的噪音降至最低。并且可以減少微小偏差,這些偏差雖然仍在公差要求范圍內,但客戶通常是通過視覺和主觀來評估的(如凹鼓形或個別的凸起)。這些改進不僅反映在齒輪測量報告的主觀視覺評估中,也反映在觸覺頻譜分析中,頻譜分析顯示嚙合頻率及其倍數的振幅有所降低。
齒面的粗糙度可以通過選擇工具和磨削技術來影響。在結構竄刀功能中,竄刀量不斷增加,直到展成磨通常產生的表面紋路結構被破壞,取而代之的是不規(guī)則的紋路結構。使用超精磨或拋光磨的多步驟工藝,可以經濟高效地滿足客戶對表面質量和粗糙度的嚴格要求。通常情況下,這需要使用規(guī)格不同的兩片組合式可修整蝸桿砂輪。粗磨和精磨(標準展成磨削)使用傳統的蝸桿砂輪規(guī)格,而超精磨和拋光則使用特殊規(guī)格。超精磨同樣采用陶瓷結合劑砂輪,但磨粒的類型和尺寸不同,可以可靠地實現 Rz = 1 - 3 微米的表面光潔度。
對于更加嚴格的表面粗糙度要求,可使用有彈性聚氨酯或樹脂結合劑結構的砂輪進行拋光磨削。這樣就可以實現 Rz < 1 微米的表面粗糙度。因此,該工序有助于提高齒輪箱的效率和使用壽命。
除上述技術因素外,磨齒機本身也是一個關鍵因素。并必須對其進行了解和優(yōu)化,才能在波紋度和噪聲激勵方面獲得最佳磨削效果。與輪齒嚙合頻率或其倍頻沒有直接聯系的直線鬼音階或邊帶通常來自磨床。即使是小于 0.1 微米的最小誤差偏差,特別是如果這些偏差與齒輪周長的整數有關,也會在齒輪箱運行過程中產生明顯的噪音(另見過程監(jiān)控示例)。一個潛在的原因可能是車軸的驅動裝置,包括其測量系統。測量系統的偏差可能會導致最小程度的旋轉不均勻,從而造成零部件表面的波紋度。電動機產生的擺動扭矩同樣會產生這種影響。軸承或軸的平衡狀態(tài)也會對噪音產生影響。此外,每臺機床都有自己的自然共振,這種共振因機床類型和工件夾緊裝置而異。在 Kapp Niles,為了最大限度地減少任何潛在的錯誤根源,上述要點已經在執(zhí)行和優(yōu)化了。
然而,在生產過程中仍會出現偏差。這就是數字化的作用所在--通過最大限度地提高透明度,數字化有助于優(yōu)化質量。有無數的網絡、生產、機器和支持解決方案可以幫助用戶進行生產。閉環(huán) 是一種數字化工具,已被證明在處理趨勢性偏差方面非常重要和有效。通過跨制造商的 GDE(齒輪數據交換)接口,齒輪測量結果以閉環(huán)方式反饋給磨床,磨床使用預先選擇的公差帶,根據測量結果選擇修正值并優(yōu)化磨削過程。如果出現意外的高偏差,則需要機床操作員做出決定。狀態(tài)監(jiān)測可對磨床本身的狀態(tài)進行例行檢查和記錄。定期自動觸發(fā)的參考運行可獲得反映旋轉軸和平移軸狀況的參考值。對于高精度工件而言,軸的良好狀態(tài)至關重要,因為磨損的軸會對磨削效果產生重大影響。工件跟蹤是數字孿生系統的一種,是一種能夠接收磨削過程中所有信息(工件、技術和工藝數據)的文件。這就實現了可追溯性和信息交換,特別是在不同部門、地點和公司之間(如制造和變速箱裝配之間)出現生產不一致的情況下,它還簡化并加快了溝通和行動。
可集成到工件跟蹤中的一個基本組件是與磨削過程中的振動和不規(guī)則現象有關的過程監(jiān)控數據。下一節(jié)將詳細介紹這些數據。
噪聲相關部件的過程監(jiān)控
通常情況下,為了評估磨削工藝,需要通過接觸性測量對小批樣本進行檢查,但無法可靠地檢測出個別異常值。這就是 Kapp Niles 自己的過程監(jiān)控系統的用武之地,它可以進行 100% 的實時評估。基于機器控制系統內部信號及其多個加速度傳感器的參數,可用于評估磨削和修整過程。
對于修整過程,可編制一個反映整個修整過程的指標,從而同時顯示蝸桿砂輪的狀況。該指數可在圖表中清晰顯示,并可與之前的修整周期進行比較。通過這一指標的極限值,可以啟動機床的相關程序。此外,還可以直接在機床控制系統中對修整周期的原始數據進行深入分析。
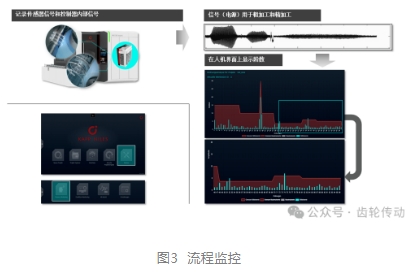
與修整過程相比,磨削過程更為復雜,需要許多不同的特征值才能有效描述。在最簡單的情況下,這意味著最大值或平均值。對于與波紋度和 NVH(噪聲-振動-聲振粗糙度)特性有關的最嚴格的質量要求,可通過將時間離散的磨削信號分解為頻率分量并對其進行分析來獲得特征值(見右側圖3)。
這種過程監(jiān)控方法可與接觸式頻譜分析、齒輪嚙合測試和 EOL(終端)測試臺中所使用的方法相媲美。在所有情況下,信號(盡管來源不同)都被分解成頻率分量,并與齒輪旋轉相關聯。以這種方式生成的階數可以相互關聯,并包含類似的信息量。但需要注意的是,與接觸式測量不同,這些值并不是絕對值。相反,這些值必須經過統計分析,并與其他測量過程進行比較,以獲得有效的極限值。
下面的實例說明了如何有效監(jiān)控磨削過程中齒輪的噪音特性。在本案例中,通過交叉交換變速箱部件,在 EOL 測試中反復識別異常齒輪。這種異常齒輪以18階的頻率激勵變速箱,以至于在車輛中產生了不良噪音。
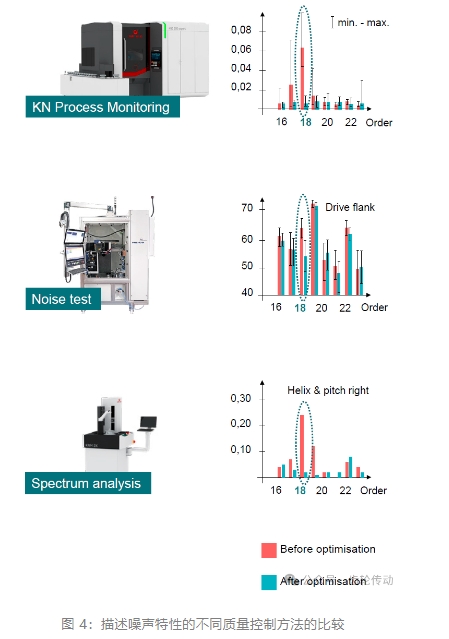
隨后的分析表明,接觸式頻譜分析和嚙合式測試均顯示異常齒輪的第 18 階存在異常。通過Kapp Niles的方法可以對這些測量的原始數據進行更深入的分析。為了優(yōu)化磨削過程,在相關的磨齒機上安裝了過程監(jiān)控系統。經過幾個零件的檢查后,就可靠的發(fā)現了第 18 階的異常。
在通過優(yōu)化轉子軸消除了磨削過程中的故障后,從過程監(jiān)控數據中可以立即看到第 18 階的顯著降低。接觸性的光譜分析、嚙合測試結果和 EOL 測試都證實了過程監(jiān)控數據(見下圖)。
事實證明,Kapp Niles 開發(fā)的過程監(jiān)控系統能夠有效檢測磨削過程中產生噪音的零件,可以輸入警告或極限終止值。
這些上限值可以在生產中根據好零件和廢品通過幾何測量過程、滾嚙合器測試或EOL測試臺的反饋回路來確定。要從根本上解決問題,請咨詢 Kapp Niles 的專家,因為這需要對錯誤分析及其與齒輪相關質量有廣泛的經驗知識。目前正在進行開發(fā)工作,使磨齒機床自動生成新零件的上限值。
結語
目前,隨著對齒輪的要求大幅提高,交通領域正在向電力驅動概念轉變。為了滿足這些要求,Kapp Niles 采取了全面的方法來解決這一問題,并計劃繼續(xù)關注電動變速箱這一主題,進一步開發(fā)產品。目前,我們已經能夠通過多種技術、優(yōu)化的磨床、數字化解決方案和訓練有素的服務技術人員幫助客戶滿足電動汽車領域的高要求。
作者

Dr.-Ing. Philip GeilertKAPP NILES GmbH & Co. KG
簡介和職位說明
自 2021 年 9 月起:電動汽車領域主管
自 2019 年 9 月起:基礎研究項目經理 08/2020: 攻讀 "磨齒時高效冷卻液供應 "課題的博士學位
01/2016 - 04/2018: 萊布尼茨 IWT(材料導向技術研究所)齒輪技術組組長
02/2012 - 04/2018: 萊布尼茨 IWT(材料導向技術研究所)研究工程師
關于 KAPP NILES
卡帕耐爾斯是一家業(yè)務全球運營的集團公司,核心業(yè)務是為齒輪和齒形的磨削精加工提供高質量和經濟的解決方案,合作伙伴遍布在交通工具,自動化,能源等各個行業(yè)企業(yè)。
機器,工具,工藝,測量技術的完美結合保證了精確到微米的加工。
參考文獻略.