“工欲善其事,必先利其器”,這句古話對切削加工而言,“器”指的是刀具和機床。機床使刀具和工件作必要的相對運動。而刀具則在相對運動中切削工件,它作為利器,既要有好的材料,又要有先進合理的幾何形狀。對車削刀片來說,材料包括基體材料和涂層材料,幾何形狀則和斷屑槽設(shè)計密切相關(guān)。用戶有的需要著重提高車削鋼的效率、穩(wěn)定性,有的則需要有較廣闊的通用性,對于刀具制造商而言就應(yīng)從不同的方向去研發(fā)用戶對這些新產(chǎn)品的不同需求,以滿足他們個性化的差異。
本期中,通過一些共性問題的剖析,將分別進行闡述。
涂層與刀片
刀片的損傷形式主要分為磨損和破損(崩刃)。涂層硬度高低和厚度直接影響刀片的耐磨性,其韌性則會影響刀片承受沖擊的耐破損性。切削時,刀片表面粘結(jié)物的形成和在持續(xù)加工時,被強制脫落也會造成磨損和破損。涂層材料在耐熱、耐化學(xué)物方面的穩(wěn)定性越好、被切削材料的親和性越差的情況下,就越不易產(chǎn)生粘結(jié)和相應(yīng)的損傷。涂層的導(dǎo)熱系數(shù)也很重要,它是涂層物質(zhì)在加工時生成切削熱后的導(dǎo)出能力,導(dǎo)熱系數(shù)值低,熱導(dǎo)出能力則差,使熱難以傳入刀片,將熱傳給切屑隨之排出,可以減少刀片的熱磨損。
在硬質(zhì)合金等基體材料表面涂敷數(shù)微米硬質(zhì)物質(zhì),可使切削刀具獲得基體材料的韌性,并兼?zhèn)渌坑操|(zhì)物質(zhì)的高硬度。一般涂層厚度不超過刀片厚度的0.2%就可使刀片及刀具的切削性能發(fā)生很大的變化和提高。所以涂層刀片及其刀具的應(yīng)用越來越廣。不同的情況下,通過沉積不同的涂層,可以提高各種條件下的切削效率,延長刀具壽命。現(xiàn)在無涂層的刀片及刀具僅用于某些特殊防粘結(jié)的加工與非鐵金屬加工等情況,以及要求低成本的場合。
涂層一般分化學(xué)氣相沉積CVD(Chemical Vapor Diposition)和物理氣相沉積PVD(Physical Vapor Diposition)兩種方法。CVD涂層生成的基本原理是在高溫(900-1100℃)爐中,送入含化合物的氣體,使它在被涂物體的表面產(chǎn)生化學(xué)反應(yīng),而在其表面沉積硬質(zhì)物質(zhì)的方法。PVD涂層的生成原理則是利用真空附著,通過離子鍍、濺射、離子混合等物理方法,在較低溫度(100-700℃)條件下,在被涂物體表面沉積硬質(zhì)物質(zhì)的方法。
CVD涂層由于處理溫度高,故只能涂在耐高溫的基體材料上。CVD涂層與基體的結(jié)合力強,可形成較厚的涂層。通過更換原料氣體,還可以在同一處理爐中,連續(xù)涂敷多種物質(zhì)。故能用于高速、大進給、大切深以及單位時間要求去除材料體積較大的情況下。一般情況下,車削用刀片主要用CVD方法沉積涂層,以提高其切削性能。由于它和基體材料的熱膨脹系數(shù)不同,易產(chǎn)生拉伸殘余應(yīng)力。這對刀片的耐破損性耐疲勞性不利。
再來看看PVD涂層的優(yōu)點,其可在較低的溫度條件下進行涂敷,因此對基體耐熱性要求低,涂敷時刀刃強度韌性不降低,涂層較薄,涂層膜上產(chǎn)生壓縮殘余應(yīng)力、耐破損性耐疲勞性也較好。按ISO國際標(biāo)準,切鋼用的刀片材料標(biāo)為P、不銹鋼為M、鑄鐵為K、有色金屬為N、耐熱鋼為S、高硬鋼為H。每種材料按其性能成分又分為01,10,20,30,40幾類。號碼越小則越硬,越大越韌。如切鋼用的刀片材料注為:P01,P10.....P40,其余類同。針對不同材料不同切削條件,應(yīng)用與不同代號相當(dāng)材料的刀片去加工。
涂層材料與斷屑槽的奇妙組合
本文先介紹三菱公司新開發(fā)的高效率、高穩(wěn)定性車削鋼用的CVD涂層的MC6000系列刀片。其中包括適切硬度較高(相當(dāng)P10上下)的MC6015涂層;適切中等硬度鋼(相當(dāng)P20上下)通用性好,兼?zhèn)湟欢ㄓ捕群晚g性的MC6025涂層;適切斷續(xù)表面、韌性高的(相當(dāng)P30-P40)MC6035涂層刀片。
CVD涂層開始只有單層的TiC,TiN等。后有了雙層,甚至多層。之后又出現(xiàn)了包含強韌厚膜,納米結(jié)構(gòu)的多層等。每層各有其相應(yīng)的功能。圖1是新開發(fā)這種先進系列中MC6015涂層結(jié)構(gòu)的剖面圖及各層主要功能。
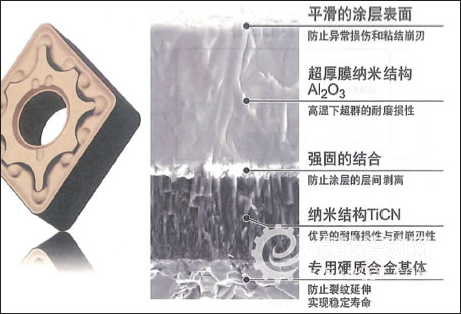
圖1中可見其最外層是超平滑的涂層表面,粗糙度非常低,在1μ以內(nèi)。化學(xué)穩(wěn)定性好,能抗粘結(jié),耐磨,能在加工過程中保持正常磨損,實現(xiàn)穩(wěn)定切削,并能防止粘結(jié)引起崩刃等突發(fā)損傷。表層下面是Al2O3涂層,這一涂層出現(xiàn)的一個很大的優(yōu)點如圖2,3所示,它在低溫時硬度相對低,磨損大。在高溫時卻顯示硬度高,磨損相對比其他涂層少。圖3中顯示,高速切削產(chǎn)生高溫時,熱擴散率降低,導(dǎo)熱變難,減少了熱傳量入刀體,使熱量大部分傳入切屑隨之排走,再加上Al2O3還具有優(yōu)異的抗粘結(jié)性能,因此是高速高效切削的理想涂層材料。
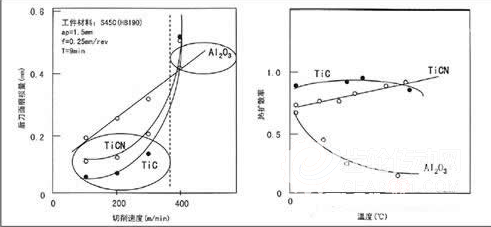
圖2:切削速度與后刀面磨損 圖 3:溫度和熱擴散率
MC6000系列各涂層均有Al2O3層,沉積時又對它采用了最新的“厚膜納米結(jié)構(gòu)”和“晶體成長控制技術(shù)”(圖4),與以往相比,晶粒細化了,生長又控制在一個方向,可同時提高硬度和韌性,并能與下面的TiCN涂層結(jié)合得更緊密(圖5)。Al2O3層下面的TiCN層也是納米結(jié)構(gòu),沉積時控制使其結(jié)晶生長形成強韌的纖維結(jié)構(gòu)(圖4)進一步增強其耐破損能力,使在高速條件下,整體的耐磨耐破損性能進一步得到提升。
MC6025,MC6035 和MC6015相比由圖6可知各層成分基本相同,但每層組織、結(jié)構(gòu)、厚度有所不同,MC6015的Al2O3膜層最厚,硬度最高,可用于切削較硬的鋼材。切削速度可達到300m/min,甚至350m/min 以上。MC6025,MC6035的硬度比MC6015低,韌性則要更高。MC6035的韌性最高,用它可實現(xiàn)強斷續(xù)表面的高效穩(wěn)定加工。

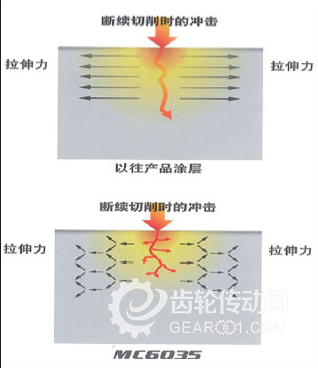
如之前所提到,CVD涂層易生成拉伸殘余應(yīng)力,以往的產(chǎn)品加工時,拉伸應(yīng)力造成的龜裂,會直接延伸到涂層內(nèi)部,是造成破損的原因。但先進MC6035的組織結(jié)構(gòu)可成功緩和拉伸應(yīng)力,分散斷續(xù)切削的沖擊,抑制破損(圖7)。通過對多種材料以不同切削速度、切深進行的斷續(xù)切削實驗,證明MC6035 的壽命遠超過去的產(chǎn)品。另外本系列涂層刀片還研發(fā)了新的基體材料,新基體材料和涂層之間,特別注意使之形成均勻的強韌中間層,也可防止龜裂延伸,提高耐破損性。
車削刀片的性能也與其具體切削部分的幾何形狀的斷屑槽有關(guān)。目前斷屑槽結(jié)構(gòu)不僅是槽本身的形狀尺寸,也包括切除導(dǎo)入切屑的刀棱的角度正負、大小、寬度,以及形狀等。斷屑槽的功能不只是斷屑,也關(guān)系到實際生成切削力、切削熱的大小高低和加工質(zhì)量、加工效率、操作是否省力、操作者安全性,能否實現(xiàn)自動化等多個方面。其設(shè)計除依據(jù)經(jīng)驗、實驗,還依靠各種計算機輔助技術(shù),以求得最佳的結(jié)構(gòu)形狀尺寸。
為確定一定范圍的切深和進給量所適合的斷屑槽,MP6000系列精確設(shè)計并推薦了如下的斷屑槽。如適精加工(ap=0.1-1)的FP,F(xiàn)V斷屑槽。適輕切削(ap=0.2-2)的LP斷屑槽、SH,SV,SA,SW斷屑槽。其中SW帶修光刃可增大進給量,也保證加工表面質(zhì)量。適中切削(ap=1-4左右)的M類斷屑槽和無代號斷屑槽(ap=1.5-5),其中MW 是中切削的帶修光刃的斷屑槽。適合粗加工(ap=1.5-6)的RP斷屑槽。總計十類斷屑槽。在樣本中具體指明了法后角為“零”的負角刀片和不等于“零”等于5º,7º的正角刀片的各種斷屑槽的剖面形狀。推薦使用的切削條件,寫明適合一般切削還是不穩(wěn)定的斷續(xù)切削。
正確選定了刀片材料和斷屑槽后,就可實現(xiàn)在該切削條件下,高效穩(wěn)定地車削鋼件。以上是本文的第一個研發(fā)完成的目標(biāo)。同時也可以看出,同一種涂層材料選擇不同的斷屑槽,就可以擴大刀片的使用范圍。
可以 “ 開天 ” 亦能 “ 辟地 ”
現(xiàn)實中許多工廠生產(chǎn)品種很多,數(shù)量不多,材料硬度各一,有的還有黑皮,工件表面有連續(xù)有斷續(xù),有的要求精加工,有的要求半精加工粗加工……這都給刀片的采購、備貨、管理帶來挑戰(zhàn)。
能否有一種通用的材料和斷屑槽呢?這是本文另一個研究開發(fā)的目標(biāo),即刀片的通用性要廣。這樣就可以減少采購,而在之前需要儲備許多各式各樣的刀片,造成管理不便,成本過高。
理想的刀片是材料和涂層的硬度和韌性都能達到最高,適應(yīng)任何切削條件的斷屑槽。這樣,只要準備一種刀片,就什么都能加工了,那該多好!
但這似乎難以實現(xiàn),盡管困難,人們還是不斷朝這個理想的方向努力。如對材料和涂層的微細化、納米化以及控制結(jié)晶方向等,既提高硬度耐磨性又提高了韌性耐破損性,這就是朝理想前進了一大步。先進的MC6000系列就比上一代產(chǎn)品通用性有很多擴展, 例如MC6015材質(zhì)雖然硬,但綜合性能通過納米化等先進技術(shù)已經(jīng)提高,再結(jié)合不同的斷屑槽,就擴大了使用范圍。如當(dāng)它選用LP、SA類斷屑槽、MA 斷屑槽可在連續(xù)穩(wěn)定表面條件下, 分別進行輕、中切削(ap=0.3-4),選用無代號和RP斷屑槽可進行輕斷續(xù)表面條件下的中、粗加工(ap=1.5-6)。但是還不夠,因韌性不足,無法進行不穩(wěn)定重斷續(xù)切削。若改用韌性高的MC6035,又無法兼顧到需要耐磨性高的應(yīng)用范圍。此外斷屑槽所備用的種類還較多,應(yīng)用尚不方便。
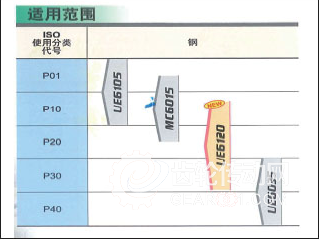
針對這些情況,再結(jié)合中國企業(yè)的現(xiàn)狀,通用性的擴展再次被提上議程。為此三菱公司在之前的基礎(chǔ)上,開發(fā)了新的涂層UE6120(如圖8),它所適應(yīng)的加工范圍要比MC6025系列的寬,韌性則要優(yōu)于MC6015,并被命名為“開天”涂層刀片。
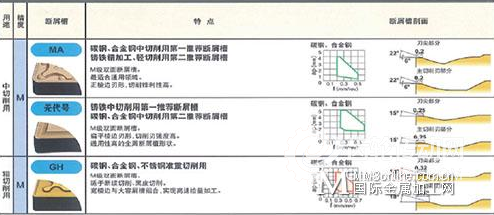
UE6120是在通用性較好的UE6020基礎(chǔ)上進行改進后推出的新產(chǎn)品。它的幾層涂層成分、組織、結(jié)構(gòu)大致與過去的系列相同,但各層厚度,具體的組織結(jié)構(gòu)有所不同,更強調(diào)了提高韌性,因此韌性耐破損性超過了以往。它只有3種斷屑槽;MA,無代號和GH(圖9)。故也便于選擇。僅用這一種材料,只要改變少數(shù)幾種斷屑槽,就可以進行輕切削, 中切削, 粗加工。切削深度ap為0.3mm-6mm。不但可以切鋼、合金鋼,而且可以切削鑄鐵、不銹鋼等,加工材料的范圍也擴大了。強斷續(xù)切削、中斷續(xù)切削,以及連續(xù)切削皆能勝任。根據(jù)零件表面斷續(xù)程度不同,切削速度也可從175m/min到305m/min。在圖9中,還可以見到各斷屑槽的結(jié)構(gòu)形狀和它們所適應(yīng)的進給量f和切深ap范圍。
為測定UE6120刀片在強斷續(xù)切削,中等斷續(xù)切削的耐破損性能,用不同的進給量(0.17-0.24mm/rev),不同的沖擊次數(shù)(0-3000)進行了試驗,證明性能良好。又對S45C 鋼和SCM440 鉻鉬合金鋼進行連續(xù)切削實驗13-20分鐘,測定其后刀面磨損,磨損量均未超過標(biāo)準磨鈍高度。經(jīng)廣泛試切汽車工業(yè)中的多種零件,證明效果令人滿意。
對車削用刀片的高效穩(wěn)定性和通用性這兩個研發(fā)的方向,三菱公司緊抓不放, 在切鋼方面取得上述成績外, 在切削鑄鐵方面,又新推出了MC5005,MC5015高效穩(wěn)定刀片系列。由于應(yīng)用了專利的納米結(jié)構(gòu)和強固結(jié)合技術(shù),其性能優(yōu)于較昂貴的陶瓷材料,切削速度可高達600m/min。
這兩種涂層材料分擔(dān)了連續(xù)和斷續(xù)切削,再配合不同斷屑槽效果更佳。在切削不銹鋼方面,又新推出了MP735通用刀片系列,它采用了新的高鋁技術(shù),非但不會像一般技術(shù)因含鋁過多,造成涂層硬度等性能下降,反使之提高。雖僅備兩種斷屑槽,但可切削各類不銹鋼如奧氏體、鐵素體,馬氏體等,也可切削二相系和析出硬化系,可連續(xù)、也可斷續(xù)加工,可精加工,粗加工,還可以切除黑皮,通用性非常好,商業(yè)上被命名為“辟地”涂層刀片和UE6120系列的“開天”涂層相對應(yīng)。這兩種研發(fā)方向及其實際成果給人們不少啟示,值得我們思考學(xué)習(xí)和應(yīng)用。
本期中,通過一些共性問題的剖析,將分別進行闡述。
涂層與刀片
刀片的損傷形式主要分為磨損和破損(崩刃)。涂層硬度高低和厚度直接影響刀片的耐磨性,其韌性則會影響刀片承受沖擊的耐破損性。切削時,刀片表面粘結(jié)物的形成和在持續(xù)加工時,被強制脫落也會造成磨損和破損。涂層材料在耐熱、耐化學(xué)物方面的穩(wěn)定性越好、被切削材料的親和性越差的情況下,就越不易產(chǎn)生粘結(jié)和相應(yīng)的損傷。涂層的導(dǎo)熱系數(shù)也很重要,它是涂層物質(zhì)在加工時生成切削熱后的導(dǎo)出能力,導(dǎo)熱系數(shù)值低,熱導(dǎo)出能力則差,使熱難以傳入刀片,將熱傳給切屑隨之排出,可以減少刀片的熱磨損。
在硬質(zhì)合金等基體材料表面涂敷數(shù)微米硬質(zhì)物質(zhì),可使切削刀具獲得基體材料的韌性,并兼?zhèn)渌坑操|(zhì)物質(zhì)的高硬度。一般涂層厚度不超過刀片厚度的0.2%就可使刀片及刀具的切削性能發(fā)生很大的變化和提高。所以涂層刀片及其刀具的應(yīng)用越來越廣。不同的情況下,通過沉積不同的涂層,可以提高各種條件下的切削效率,延長刀具壽命。現(xiàn)在無涂層的刀片及刀具僅用于某些特殊防粘結(jié)的加工與非鐵金屬加工等情況,以及要求低成本的場合。
涂層一般分化學(xué)氣相沉積CVD(Chemical Vapor Diposition)和物理氣相沉積PVD(Physical Vapor Diposition)兩種方法。CVD涂層生成的基本原理是在高溫(900-1100℃)爐中,送入含化合物的氣體,使它在被涂物體的表面產(chǎn)生化學(xué)反應(yīng),而在其表面沉積硬質(zhì)物質(zhì)的方法。PVD涂層的生成原理則是利用真空附著,通過離子鍍、濺射、離子混合等物理方法,在較低溫度(100-700℃)條件下,在被涂物體表面沉積硬質(zhì)物質(zhì)的方法。
CVD涂層由于處理溫度高,故只能涂在耐高溫的基體材料上。CVD涂層與基體的結(jié)合力強,可形成較厚的涂層。通過更換原料氣體,還可以在同一處理爐中,連續(xù)涂敷多種物質(zhì)。故能用于高速、大進給、大切深以及單位時間要求去除材料體積較大的情況下。一般情況下,車削用刀片主要用CVD方法沉積涂層,以提高其切削性能。由于它和基體材料的熱膨脹系數(shù)不同,易產(chǎn)生拉伸殘余應(yīng)力。這對刀片的耐破損性耐疲勞性不利。
再來看看PVD涂層的優(yōu)點,其可在較低的溫度條件下進行涂敷,因此對基體耐熱性要求低,涂敷時刀刃強度韌性不降低,涂層較薄,涂層膜上產(chǎn)生壓縮殘余應(yīng)力、耐破損性耐疲勞性也較好。按ISO國際標(biāo)準,切鋼用的刀片材料標(biāo)為P、不銹鋼為M、鑄鐵為K、有色金屬為N、耐熱鋼為S、高硬鋼為H。每種材料按其性能成分又分為01,10,20,30,40幾類。號碼越小則越硬,越大越韌。如切鋼用的刀片材料注為:P01,P10.....P40,其余類同。針對不同材料不同切削條件,應(yīng)用與不同代號相當(dāng)材料的刀片去加工。
涂層材料與斷屑槽的奇妙組合
本文先介紹三菱公司新開發(fā)的高效率、高穩(wěn)定性車削鋼用的CVD涂層的MC6000系列刀片。其中包括適切硬度較高(相當(dāng)P10上下)的MC6015涂層;適切中等硬度鋼(相當(dāng)P20上下)通用性好,兼?zhèn)湟欢ㄓ捕群晚g性的MC6025涂層;適切斷續(xù)表面、韌性高的(相當(dāng)P30-P40)MC6035涂層刀片。
CVD涂層開始只有單層的TiC,TiN等。后有了雙層,甚至多層。之后又出現(xiàn)了包含強韌厚膜,納米結(jié)構(gòu)的多層等。每層各有其相應(yīng)的功能。圖1是新開發(fā)這種先進系列中MC6015涂層結(jié)構(gòu)的剖面圖及各層主要功能。
圖1:MC6015 的涂層結(jié)構(gòu)
圖1中可見其最外層是超平滑的涂層表面,粗糙度非常低,在1μ以內(nèi)。化學(xué)穩(wěn)定性好,能抗粘結(jié),耐磨,能在加工過程中保持正常磨損,實現(xiàn)穩(wěn)定切削,并能防止粘結(jié)引起崩刃等突發(fā)損傷。表層下面是Al2O3涂層,這一涂層出現(xiàn)的一個很大的優(yōu)點如圖2,3所示,它在低溫時硬度相對低,磨損大。在高溫時卻顯示硬度高,磨損相對比其他涂層少。圖3中顯示,高速切削產(chǎn)生高溫時,熱擴散率降低,導(dǎo)熱變難,減少了熱傳量入刀體,使熱量大部分傳入切屑隨之排走,再加上Al2O3還具有優(yōu)異的抗粘結(jié)性能,因此是高速高效切削的理想涂層材料。
圖2:切削速度與后刀面磨損 圖 3:溫度和熱擴散率
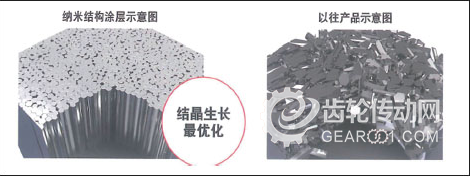
MC6000系列各涂層均有Al2O3層,沉積時又對它采用了最新的“厚膜納米結(jié)構(gòu)”和“晶體成長控制技術(shù)”(圖4),與以往相比,晶粒細化了,生長又控制在一個方向,可同時提高硬度和韌性,并能與下面的TiCN涂層結(jié)合得更緊密(圖5)。Al2O3層下面的TiCN層也是納米結(jié)構(gòu),沉積時控制使其結(jié)晶生長形成強韌的纖維結(jié)構(gòu)(圖4)進一步增強其耐破損能力,使在高速條件下,整體的耐磨耐破損性能進一步得到提升。
圖4:結(jié)晶生長控制在相同方向
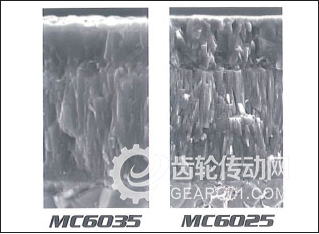
MC6025,MC6035 和MC6015相比由圖6可知各層成分基本相同,但每層組織、結(jié)構(gòu)、厚度有所不同,MC6015的Al2O3膜層最厚,硬度最高,可用于切削較硬的鋼材。切削速度可達到300m/min,甚至350m/min 以上。MC6025,MC6035的硬度比MC6015低,韌性則要更高。MC6035的韌性最高,用它可實現(xiàn)強斷續(xù)表面的高效穩(wěn)定加工。
圖5:層間結(jié)合力強
如之前所提到,CVD涂層易生成拉伸殘余應(yīng)力,以往的產(chǎn)品加工時,拉伸應(yīng)力造成的龜裂,會直接延伸到涂層內(nèi)部,是造成破損的原因。但先進MC6035的組織結(jié)構(gòu)可成功緩和拉伸應(yīng)力,分散斷續(xù)切削的沖擊,抑制破損(圖7)。通過對多種材料以不同切削速度、切深進行的斷續(xù)切削實驗,證明MC6035 的壽命遠超過去的產(chǎn)品。另外本系列涂層刀片還研發(fā)了新的基體材料,新基體材料和涂層之間,特別注意使之形成均勻的強韌中間層,也可防止龜裂延伸,提高耐破損性。
圖6:MC6035 和MC6025
車削刀片的性能也與其具體切削部分的幾何形狀的斷屑槽有關(guān)。目前斷屑槽結(jié)構(gòu)不僅是槽本身的形狀尺寸,也包括切除導(dǎo)入切屑的刀棱的角度正負、大小、寬度,以及形狀等。斷屑槽的功能不只是斷屑,也關(guān)系到實際生成切削力、切削熱的大小高低和加工質(zhì)量、加工效率、操作是否省力、操作者安全性,能否實現(xiàn)自動化等多個方面。其設(shè)計除依據(jù)經(jīng)驗、實驗,還依靠各種計算機輔助技術(shù),以求得最佳的結(jié)構(gòu)形狀尺寸。
圖7:MC6035 抑制破損機理
為確定一定范圍的切深和進給量所適合的斷屑槽,MP6000系列精確設(shè)計并推薦了如下的斷屑槽。如適精加工(ap=0.1-1)的FP,F(xiàn)V斷屑槽。適輕切削(ap=0.2-2)的LP斷屑槽、SH,SV,SA,SW斷屑槽。其中SW帶修光刃可增大進給量,也保證加工表面質(zhì)量。適中切削(ap=1-4左右)的M類斷屑槽和無代號斷屑槽(ap=1.5-5),其中MW 是中切削的帶修光刃的斷屑槽。適合粗加工(ap=1.5-6)的RP斷屑槽。總計十類斷屑槽。在樣本中具體指明了法后角為“零”的負角刀片和不等于“零”等于5º,7º的正角刀片的各種斷屑槽的剖面形狀。推薦使用的切削條件,寫明適合一般切削還是不穩(wěn)定的斷續(xù)切削。
正確選定了刀片材料和斷屑槽后,就可實現(xiàn)在該切削條件下,高效穩(wěn)定地車削鋼件。以上是本文的第一個研發(fā)完成的目標(biāo)。同時也可以看出,同一種涂層材料選擇不同的斷屑槽,就可以擴大刀片的使用范圍。
可以 “ 開天 ” 亦能 “ 辟地 ”
現(xiàn)實中許多工廠生產(chǎn)品種很多,數(shù)量不多,材料硬度各一,有的還有黑皮,工件表面有連續(xù)有斷續(xù),有的要求精加工,有的要求半精加工粗加工……這都給刀片的采購、備貨、管理帶來挑戰(zhàn)。
能否有一種通用的材料和斷屑槽呢?這是本文另一個研究開發(fā)的目標(biāo),即刀片的通用性要廣。這樣就可以減少采購,而在之前需要儲備許多各式各樣的刀片,造成管理不便,成本過高。
理想的刀片是材料和涂層的硬度和韌性都能達到最高,適應(yīng)任何切削條件的斷屑槽。這樣,只要準備一種刀片,就什么都能加工了,那該多好!
但這似乎難以實現(xiàn),盡管困難,人們還是不斷朝這個理想的方向努力。如對材料和涂層的微細化、納米化以及控制結(jié)晶方向等,既提高硬度耐磨性又提高了韌性耐破損性,這就是朝理想前進了一大步。先進的MC6000系列就比上一代產(chǎn)品通用性有很多擴展, 例如MC6015材質(zhì)雖然硬,但綜合性能通過納米化等先進技術(shù)已經(jīng)提高,再結(jié)合不同的斷屑槽,就擴大了使用范圍。如當(dāng)它選用LP、SA類斷屑槽、MA 斷屑槽可在連續(xù)穩(wěn)定表面條件下, 分別進行輕、中切削(ap=0.3-4),選用無代號和RP斷屑槽可進行輕斷續(xù)表面條件下的中、粗加工(ap=1.5-6)。但是還不夠,因韌性不足,無法進行不穩(wěn)定重斷續(xù)切削。若改用韌性高的MC6035,又無法兼顧到需要耐磨性高的應(yīng)用范圍。此外斷屑槽所備用的種類還較多,應(yīng)用尚不方便。
圖8:各涂層材料適用范圍
針對這些情況,再結(jié)合中國企業(yè)的現(xiàn)狀,通用性的擴展再次被提上議程。為此三菱公司在之前的基礎(chǔ)上,開發(fā)了新的涂層UE6120(如圖8),它所適應(yīng)的加工范圍要比MC6025系列的寬,韌性則要優(yōu)于MC6015,并被命名為“開天”涂層刀片。
圖9:UE6120 斷屑槽結(jié)構(gòu)形狀及實際應(yīng)用
UE6120是在通用性較好的UE6020基礎(chǔ)上進行改進后推出的新產(chǎn)品。它的幾層涂層成分、組織、結(jié)構(gòu)大致與過去的系列相同,但各層厚度,具體的組織結(jié)構(gòu)有所不同,更強調(diào)了提高韌性,因此韌性耐破損性超過了以往。它只有3種斷屑槽;MA,無代號和GH(圖9)。故也便于選擇。僅用這一種材料,只要改變少數(shù)幾種斷屑槽,就可以進行輕切削, 中切削, 粗加工。切削深度ap為0.3mm-6mm。不但可以切鋼、合金鋼,而且可以切削鑄鐵、不銹鋼等,加工材料的范圍也擴大了。強斷續(xù)切削、中斷續(xù)切削,以及連續(xù)切削皆能勝任。根據(jù)零件表面斷續(xù)程度不同,切削速度也可從175m/min到305m/min。在圖9中,還可以見到各斷屑槽的結(jié)構(gòu)形狀和它們所適應(yīng)的進給量f和切深ap范圍。
為測定UE6120刀片在強斷續(xù)切削,中等斷續(xù)切削的耐破損性能,用不同的進給量(0.17-0.24mm/rev),不同的沖擊次數(shù)(0-3000)進行了試驗,證明性能良好。又對S45C 鋼和SCM440 鉻鉬合金鋼進行連續(xù)切削實驗13-20分鐘,測定其后刀面磨損,磨損量均未超過標(biāo)準磨鈍高度。經(jīng)廣泛試切汽車工業(yè)中的多種零件,證明效果令人滿意。
對車削用刀片的高效穩(wěn)定性和通用性這兩個研發(fā)的方向,三菱公司緊抓不放, 在切鋼方面取得上述成績外, 在切削鑄鐵方面,又新推出了MC5005,MC5015高效穩(wěn)定刀片系列。由于應(yīng)用了專利的納米結(jié)構(gòu)和強固結(jié)合技術(shù),其性能優(yōu)于較昂貴的陶瓷材料,切削速度可高達600m/min。
這兩種涂層材料分擔(dān)了連續(xù)和斷續(xù)切削,再配合不同斷屑槽效果更佳。在切削不銹鋼方面,又新推出了MP735通用刀片系列,它采用了新的高鋁技術(shù),非但不會像一般技術(shù)因含鋁過多,造成涂層硬度等性能下降,反使之提高。雖僅備兩種斷屑槽,但可切削各類不銹鋼如奧氏體、鐵素體,馬氏體等,也可切削二相系和析出硬化系,可連續(xù)、也可斷續(xù)加工,可精加工,粗加工,還可以切除黑皮,通用性非常好,商業(yè)上被命名為“辟地”涂層刀片和UE6120系列的“開天”涂層相對應(yīng)。這兩種研發(fā)方向及其實際成果給人們不少啟示,值得我們思考學(xué)習(xí)和應(yīng)用。