 重新設計錐齒輪生產
重新設計錐齒輪生產
行業合作伙伴緊密協作,打造適合齒輪銑削的高產、高效且高質量的解決方案
弧齒錐齒輪是機械工程中最復雜的零件之一,因此制造此類零件往往需要專用的機床和刀具。對制造商而言,最顯著的缺點在于昂貴的機械成本,其中涉及大量的編程時間。特別是對中小批量生產具有很大影響,因為不能像大批量生產那樣盡快地收回投資。為了滿足客戶在持久耐用和價格方面的需求并由此保持競爭力,齒輪制造商也日益迫切地需要確保他們的生產過程高產、高效且具有最高質量。
無論是采用專用切削頭和昂貴的特種機床,還是在五軸加工中心上使用立銑刀,最廣泛使用的是齒輪銑削應用方面的各種制造工藝。這些工藝既復雜又成本高昂–但同時又存在改進的巨大潛力。
發現并挖掘生產潛力
為了挖掘這種潛力,德國VOITHTurbo公司的生產主管WolfgangHuetter與兩家選定的合作伙伴供應商(GebruederHeller和山特維克可樂滿)展開合作。他們攜手應對挑戰,Huetter表示:“持久耐用的高效解決方案必須消除兩種工藝當前的不足之處,再綜合其優點,打造出能夠顯著改進中小批量錐齒輪生產的新型解決方案。”
機床解決方案在于使用靈活的五軸加工中心,而非專用機床。采用這種解決方案,制造商也能執行其他切削工序和加工不同的零件。為了降低刀具成本,應側重于可靈活用作專用成形銑刀的切削刀具。在這種情況下,值得考慮的唯一刀具是可配備標準可轉位刀片的標準刀具。除可降低成本和確保柔性加工滿意度的機床和刀具配置之外,最佳的解決方案必須確保能夠滿足所需的質量水平,并獲得最大限度的可靠性。該解決方案也應確保提高金屬去除率并由此縮短加工時間,特別是在軟切削期間。在項目實施的過程中,合作伙伴們打破常規,另辟蹊徑。盡管齒輪銑削是優化措施的重點,但軟切削的整個工藝鏈令人懷疑,需要重新進行評估。隨后相關各方達成該研發項目的重要目標–應主要通過提高金屬去除率來實現生產效率和成本效益的提高。此次協作的結果是“uP-Gear技術”,目前已提出專利申請。
營造理想的工況
在研發過程中,首選處理的是粗加工切削,采用標準銑削刀具,進給率2000mm/min以上,這樣金屬去除率可高達400cm³/min。由此而產生的切削壓力使機床承受較大的負載,此外工件可重達數百公斤。選擇機床時,其規格必須足以承受相關的負載條件–規格包括刀具、主軸和工件夾緊的剛性。
首選是Heller公司具有五軸聯動加工能力的高性能加工中心,它的高穩定性和高性能可為提高產出潛能提供最佳的工況。機床控制器中集成了用戶友好的NC程序,便于輸入齒輪參數。這樣一來,就無需在CAD/CAM中執行外部編程。操作員使用參數化的輸入可以方便地作出任何必需的修正。交替加工箱體、錐齒輪和其他零件時,也能夠實現無故障生產,此時對機床具有更高的柔性和性能要求-其中可使用托盤或機器人自動化進一步增強。
從第一道切削工序開始,uP-Gear技術就貫穿其中。在先前的切削工藝中,工件的外輪廓首先在車削中心上進行切削,需要兩次單獨的裝夾。但是現在,這些工序已轉換為在加工中心上進行車銑。這意味著錐齒輪外輪廓和螺旋齒僅需兩次裝夾即可完成加工。一個受歡迎的紅利效應是錐齒輪輪廓和齒型之間可獲得絕對同心度。這樣可顯著改進成品零件的質量并節省加工時間。
作為合作伙伴,山特維克可樂滿提供了各式刀具和豐富的車銑經驗,這樣就能廣泛使用其切削參數不亞于先前車削工序的標準刀具。整個切削過程意味著機床停工時間更少、裝夾和傳送時間更短以及更簡單地規劃機床利用率。
圖1:車銑齒輪的外輪廓

重新定義切削步驟
下一道切削步驟,即銑削齒輪齒槽也完全經過重新設計。先前采用立銑刀進行銑削,需要多次走刀。與其相比,配備可轉位刀片的標準銑削刀具(用于uP-Gear方式)的金屬去除率相當高。這樣一來,就能獲得較先前立銑削而言更高的加工率,并且加工時間也大大縮短。需要加工的材料量很大時,首選刀具為配備可轉位圓刀片的標準銑削刀具。對于弧齒錐齒輪的齒槽粗加工而言,采用這種新開發的加工方法,現在也能夠兼具技術和經濟優勢。
圖2:在錐齒輪上粗銑齒槽

在使用可轉位圓刀片打開齒槽后,再采用新型銑削刀具概念加工齒側面。刀具類型可分類為中間工序加工用刀空心銑刀和鐘形銑削刀具。銑刀軸的安裝角可調,并且銑削刀具輪廓呈細長狀,這樣就能加工出各種牙側角和模數。凸凹兩種齒側面可以采用同一把兩側安裝有刀片的刀具加工而成。如果刀具僅一側配有刀片,以便增加有效刀片數(并由此提高進給率),則可節省相當多的時間。所需的更多換刀只會增加少量的時間。
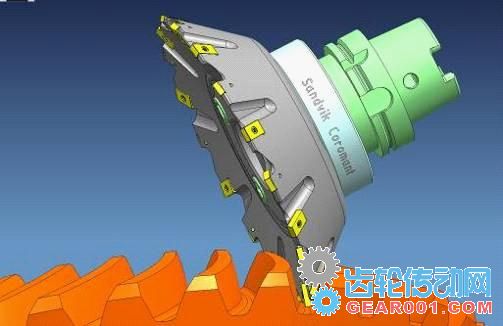
圖3:適合精加工的銑削刀具。
齒槽基底無接刀痕加工及過渡到齒側面是錐齒輪加工的重要質量特性。此質量要求也適用于根切加工。這種新解決方案–即配有標準可轉位刀片的適合根切銑削的空心銑刀–不僅僅能滿足這些要求,而且還具有其他好處,與先前的立銑削相比,顯著縮短了加工時間。

圖4:根切銑削
可持續的解決方案
為錐齒輪加工開發新型銑削刀具時,需特別重視車間兼容性、穩定性和效率。在各種情形下,銑削刀具的直徑和刀片數應彼此相匹配才能獲得高水平的性能。新的uP-Gear加工工藝,再加上有利的機床控制,這意味著以前使用的根據具體要求定制的非標刀具現在能夠用配有標準可轉位刀片的通用銑刀取代。
不僅僅是項目啟動時設置的目標——他們甚至大大超越了既定目標。在完成一定批量的錐齒輪(模數15)加工后,新工藝的好處就能清晰地凸顯出來:
-只需兩次裝夾即可完成軟切削,并且所需的加工時間大大縮短。
-批量生產期間由于沒有干擾,因此在測量機床上對軟切削的錐齒輪進行后續檢查后發現,齒輪質量一直都很高。
-新工藝為機床操作員提供決定性的好處。這是因為操作員能方便地使用修正值,而不再需要“調刀卡”。
-更高的柔性使加工成本顯著降低,由此拉低了投資成本。高性能的標準刀具不僅具有更長的刀具壽命,而且可提高生產效率。此外,實現了一定程度的自動化,部分時候可以無人值守生產。
在成功的鼓舞以及項目參與各方的共同推動下,下一步優化已在進行之中。接下來關注的領域是淬硬零件加工,其中采用新的uP-Gear工藝已經使加工結果得到顯著提高。其他項目處于規劃階段,例如實現修正后的齒輪齒形、加工具有軸向偏差的錐齒輪以及銑削冠狀齒輪。
山特維克可樂滿是全球領先的金屬切削刀具制造商和供應商,在全球130多個國家設有代表機構。在世界范圍內設有25家水平一流的效率中心,持續為客戶和山特維克可樂滿的銷售人員提供獲得更高生產效率的刀具解決方案和加工方法的培訓。山特維克可樂滿是山特維克集團刀具業務的一部分。
更多信息,敬請垂詢:
www.sandvik.coromant.com/cn
Email:Coromant.GCR.Marketing@sandvik.com