某型航空用中間減速器在廠內大功率試車后,分解檢查發現中減輸入齒輪和中減輸出齒輪存在擦傷,本文針對齒輪擦傷問題的原因,主要從理化檢測、齒輪形貌、強度計算等方面開展了詳細分析和研究,準確進行了故障定位,并通過后續試驗驗證了采取的優化設計和工藝的改進措施可行且有效。
1、結構功能說明
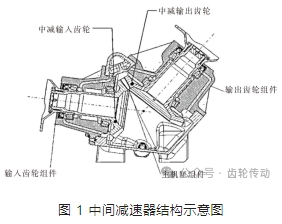
中間減速器是直升機傳動系統的重要部件,由輸入齒輪組件、主機匣組件、和輸出齒輪組件組成(如圖 1 所示),主要作用是根據直升機的需要,在為尾水平軸和尾斜軸之間傳遞功率并按要求進行減速和換向,具有設計結構緊湊、承載能力大、功重比高的特點。某直升機傳動系統中間減速器承載最大功率達 650kW,為減小尺寸和重量,并保證齒輪傳動平穩性和承載能力,采用了一級滿載嚙合的螺旋錐齒輪,輸入齒輪、輸出齒輪是一對軸交角為 122.308°的格里森齒制螺旋錐齒輪,齒輪齒頂圓角 R0.3~0.5,材料均為 9310 鋼,齒輪齒面、齒槽底面及規定表面滲碳,深度 1.30~1.50,滲碳表面硬度 HRA81~83,非滲碳區硬度 HRC33~41,磨齒后齒輪齒面、齒根及幅板面進行噴丸處理,噴丸強度為 0.007~0.009A(英寸),覆蓋率 200%。
2、故障現象
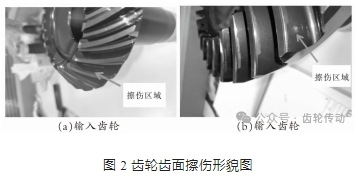
大功率試驗主要是通過試驗器加載考核該中間減速器在最大功率 650kW 下齒輪是否嚙合正常,試驗功率 650kW、時間 10min,試驗后分解檢查,要求各零件外觀應無異常磨損現象。該中間減速器在完成大功率試驗后分解檢查,發現輸入齒輪、輸出齒輪的各齒工作面均存在不同程度擦傷問題,輸入齒輪齒面擦傷位于齒根處,輸出齒輪齒面擦傷位于靠齒頂處。擦傷形貌為:輸入齒輪齒面上 除了接觸印痕之外,在接觸印痕下方有一條亮帶;輸出齒輪凸面靠近齒頂位置磨亮。中減輸入、輸出齒輪擦傷區域長約 5mm,寬約 2mm,深約 0.01mm,中減輸出齒輪工作面(凸面)齒頂印痕已超出齒頂,中減輸入齒輪工作面(凹面)齒頂印痕未超出齒頂。擦傷形貌(如圖 2 所示)。
3、故障分析及定位
該中間減速器大功率試驗后,除輸入齒輪、輸出齒輪齒面擦傷外,其余零件外觀質量均無異常,測量齒輪齒型、齒向、齒頂圓角等相關尺寸均符合設計圖樣要求。根據齒輪工作原理、擦傷出現部位和尺寸測量結合,初步分析認為擦傷問題是齒輪工作過程輸入齒輪齒底與輸出齒輪齒頂倒圓干涉所致,為準確定位原因,補充開展檢查和分析工作。
理化檢測分析
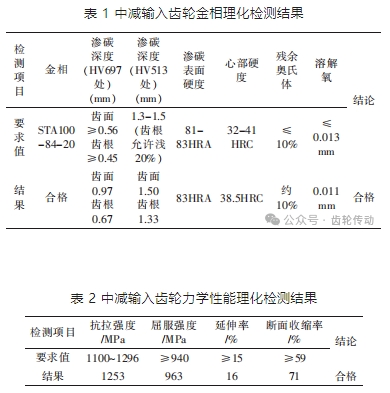
對故障件中減輸入齒輪進行理化分析,理化檢測結果合格,具體情況(見表 1、表 2)。
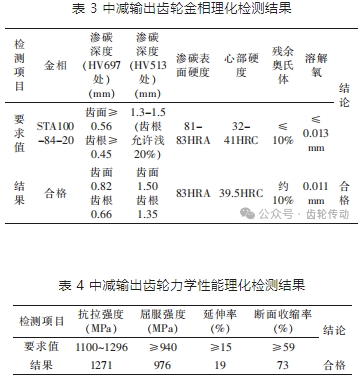
對故障件中減輸出齒輪進行理化分析,理化檢測結果合格(見表 3、表 4)。
齒頂形貌分析
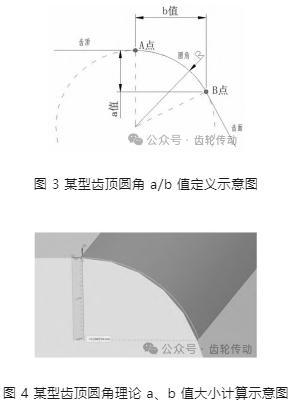
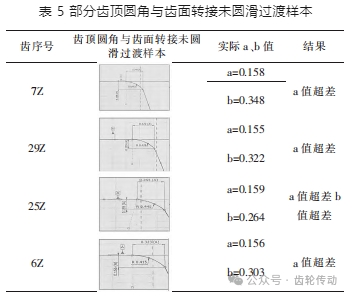
復測中減輸出齒輪齒頂圓角 (工作面)為 R0.319~ 0.465,符合設計 R0.3~0.5 要求。為更好的描述齒頂圓角轉接情況,引入齒頂圓角 a、b 值作為輔助判斷齒頂圓角與齒面、齒頂轉接良好情況。齒頂圓角 a、b 值概念:齒輪齒頂與齒面轉接通過圓角進行過渡,轉接圓角與齒頂、齒面會分別形成一切點(把圓角與齒頂形成的切點定義為 A 點,與齒面形成的切點定義為 B 點),兩切點間垂直和水平方向的距離分別定義為 a 值、b 值(如圖 3 所示)。因圓角設計存在公差,當中減輸出齒輪工作面圓角 R 為下差 0.3 及上差 0.5 時,通過三維軟件 UG 作圖可分別得到R=0.3 及 R=0.5 時的理論 a 值為 0.165~0.280、b 值為0.285~0.445(如圖 4 所示)。從圓角 a、b 值的產生過程可以得知:圓角 a、b 值為圓角 R 衍生的尺寸,與圓角大小及圓角的空間位置有關,能用于輔助判斷圓角轉接是否做到理論相切參考,當圓角轉接未做到理論相切時,會在 A、B 點出現異常高點,給齒面嚙合帶來不利影響。
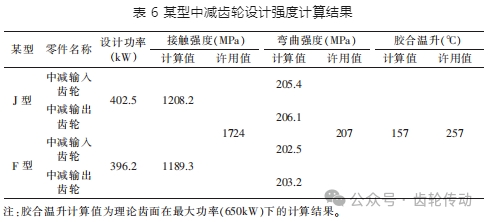
復查齒頂圓角形貌,發現多個齒頂圓角 a、b 值超差,說明齒頂與齒面轉接處未做到理論上的相切,即齒頂圓角與齒面轉接未圓滑過渡(見表 5)。
強度計算分析
對中減錐齒輪副輪齒設計強度分析如下:設計功率下輪齒彎曲疲勞強度和接觸疲勞、最大功率下齒面膠合溫升均低于許用值(見表 6)。
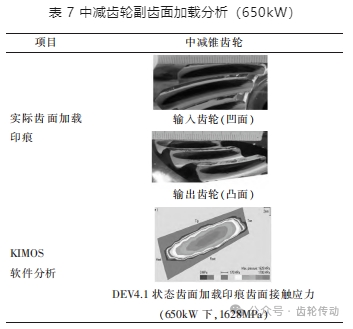
結合實際齒面的加載印痕和加工控制參數計算齒面接觸應力,通過 KIMoS 軟件仿真,中減齒輪副在最大功率 650kW 下齒面接觸應力為 1628MPa,中減齒輪副加載分析(見表 7 所示)。雖然齒面理論接觸應力仍小于許用值,但已十分接近,并且本型號中減齒面印痕為 “滿齒面設計”,考慮到制造、裝配誤差,實際中減大功率加載試車后中減輸出齒輪印痕超出齒面,中減輸出齒輪齒頂參與嚙合,形成邊緣接觸,應力集中加劇,容易引起擦傷。
問題復現驗證
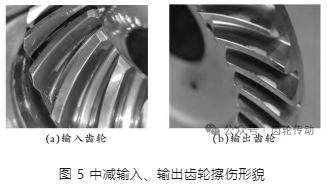
根據故障分析和故障定位,選用齒頂圓角(工作面)R0.342~0.478,齒頂與齒面轉接處未做到理論上的相切的中減輸出齒輪后再次進行磨合試車及大功率試車,完成后對中減進行分解檢查, 發現中減輸入齒輪和中減輸出齒輪仍有有輕微擦傷(見圖 5)。擦傷形貌為:輸入齒輪齒面上除了接觸印痕之外,在接觸印痕下方有一條亮帶;輸出齒輪凸面靠近齒頂位置磨亮,故障復現。
綜合分析認為中減為滿足功率提升要求,齒面印痕為 “滿齒面設 計”,大功率狀態下,中減齒輪副在加載條件下機匣、齒輪軸、軸承及輪齒會產生變形,齒輪副嚙合狀態與設計狀態存在一定差異,中減輸出齒輪齒頂圓角參與嚙合,齒頂圓角處形成接觸應力集中,在中減輸出齒輪齒頂圓角轉接未做到理論上的相切(即轉接未圓滑過渡)情況下接觸應力集中加劇,破壞齒面油膜,使齒面接觸狀況 惡化,最終導致齒面出現擦傷現象。
4、改進措施與驗證
為保證減速器廠內試車及保證減速器交付至外場不出現擦傷現象,制定糾正措施及驗證情況如下:
設計改進
通過分析和查閱資料,中減輸出齒輪齒頂圓角加大有利于緩解齒輪大功率狀態下齒頂應力集中。根據齒面擦傷形態及區域,結合以往相似型號圓角設計的經驗值,將設計圓角由目前的 R0.3~0.5 加大至 R0.4~0.6。
工藝改進
中減輸出齒輪擦傷部位均為工作面齒頂中部,為更好的檢查、控制齒頂中部圓角與齒面轉接是否在理論切點范圍內,加工檢測工藝由目前的“每件檢查對稱 2 顆齒 3 個截面齒頂圓角(含切點參考 a/b 值)”更改為“每件檢查對稱 4 顆齒 3 個截面工作面齒頂圓角(含切點參考 a/b值),檢查若發現工作面齒頂中部截面圓角切點 a、b 值不在參考 a、b 值范圍內時,則采用鉗工局部拋修的方式對該齒輪工作面齒頂圓角與齒面轉接處進行拋修”。
試驗驗證
使用貫徹了改進措施的齒輪副,實測所有工作面齒頂圓角,結果為 R0.403~0.594,齒面轉接均在在理論切點范圍內,除齒輪副外其余零件原樣復裝,經磨合試車、大功率試車,分解檢查未發現齒輪擦傷。并且后續 5 臺套中減大功率試車后分解檢查均未出現齒輪擦傷的情況,證明措施有效。
5、結束語
通過對某型中間減速器齒輪擦傷問題的原因進行分析和排查, 確定是由于輸出齒輪齒頂圓角偏小且與齒面轉接未圓滑過渡導致的齒面擦傷,進而采取了改進措施且驗證有效。本次故障的處理對航空螺旋錐齒輪中間減速器齒面擦傷問題的故障處理提供了參考,同時也可參照本文優化相關設計、工藝工作。
參考文獻略.