目前,車(chē)輛、航天等傳動(dòng)機(jī)構(gòu)的使用要求逐漸提高,傳統(tǒng)的齒輪加工與測(cè)量方式已不能滿足現(xiàn)代加工要求。為保證其齒輪使用的可靠性,需檢測(cè)齒輪各項(xiàng)誤差。目前常見(jiàn)的齒輪檢測(cè)方式分為接觸式 測(cè)量和非接觸式測(cè)量。前者依靠測(cè)頭與工件表面接觸,通過(guò)計(jì)算測(cè)頭與工件表面的相對(duì)位置來(lái)獲取工件表面多個(gè)點(diǎn)的空間位置。這種測(cè)量方式有測(cè)量范圍受測(cè)頭體積限制等弊端。非接觸式測(cè)量借助機(jī)器視覺(jué)技術(shù)和傳感器技術(shù),成為近幾年齒輪測(cè)量的重要方法。機(jī)器視覺(jué)測(cè)量方法是提取被測(cè)零件圖像信息進(jìn)行處理分析的一種測(cè)量方法,涉及圖像的獲取、處理和分析。Sandak等提出的外觀缺陷檢測(cè)法可對(duì)齒輪的崩角、碰傷和劃傷進(jìn)行識(shí)別。楊云濤等利用邊緣檢測(cè)算子提取齒輪有效像素,形成輪廓。雖然視覺(jué)測(cè)量方法可以獲得齒輪的多項(xiàng)偏差并且通過(guò)改進(jìn)算法可以提高精度,但其測(cè)量方法的可靠性不高,工業(yè)相機(jī)的發(fā)展限制測(cè)量精度,測(cè)量過(guò)程依賴圖像識(shí)別的準(zhǔn)確度,由于受相機(jī)功能性發(fā)展限制和高性能相機(jī)的價(jià)格區(qū)間的限制,不能實(shí)現(xiàn)工業(yè)大規(guī)模的應(yīng)用。
近年來(lái),激光位移傳感器在齒輪幾何精度、傳動(dòng)平穩(wěn)性檢測(cè)等方面被廣泛應(yīng)用,其具備精度高和測(cè)量迅速的優(yōu)點(diǎn)。激光通過(guò)齒輪中心測(cè)量時(shí)激光束與部分齒面法向夾角較大,形成不規(guī)則橢圓光斑,對(duì)于被測(cè)量目標(biāo)為復(fù)雜空間曲線,其曲率不斷變化,易導(dǎo)致測(cè)量精度波動(dòng),影響了檢測(cè)精度,同時(shí)測(cè)量的準(zhǔn)確度也受光斑形狀、大小影響。被測(cè)面接近于平面時(shí),激光束打在被測(cè)物體表面的光斑呈現(xiàn)出均勻的圓形,主要表現(xiàn)在齒根、齒頂?shù)臏y(cè)量中,此時(shí)齒廓法向量與激光束的夾角偏小接近0°,相當(dāng)于激光束垂直打在被測(cè)面上,此時(shí)激光束的測(cè)量精度不受影響;而被測(cè)面曲率不斷變化且存在較大高度差時(shí),激光束打在被測(cè)物體表面的光斑為不均勻的近似橢圓形,此時(shí)齒廓法向量與激光束的夾角偏大接近90°,相當(dāng)于激光束切入被測(cè)表面,此時(shí)測(cè)量系統(tǒng)中非線性誤差增加,測(cè)量誤差較大。何凱等優(yōu)化了激光位移傳感器的安裝角度和安裝位置,對(duì)精度有一定提升,但存在測(cè)量過(guò)程中前齒遮擋激光的范圍較大、測(cè)量結(jié)果實(shí)際可用段較少的問(wèn)題。因此,需要研究出一種高效、高精度的齒輪激光測(cè)量方式,從而改善激光測(cè)量在齒輪測(cè)量中的缺陷。本文提出一種基于激光位移傳感器激光偏置的齒輪測(cè)量方法。激光束相對(duì)齒輪軸線偏置一段距離,使激光束與齒面測(cè)點(diǎn)法矢量夾角減小,大大提升了測(cè)量的精度和效率。同時(shí)對(duì)測(cè)量數(shù)據(jù)進(jìn)行坐標(biāo)轉(zhuǎn)換和數(shù)據(jù)處理,得到齒輪的各項(xiàng)偏差及綜合偏差。
一、齒輪激光精密測(cè)量設(shè)計(jì)原理
齒輪激光精密測(cè)量原理
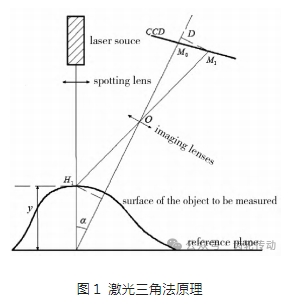
齒輪激光測(cè)量所使用的激光位移傳感器原理上為三角測(cè)量法,如圖1所示,激光源發(fā)出的激光打到被測(cè)物體表面的 H1點(diǎn),H0為參考平面上的一點(diǎn),兩點(diǎn)在 CCD上成像分別為 M1和 M0。分別做 H1、M1 到直線 H0M0的垂線,得到B、D。三角形 M1DO 相 似于三角形 H1BO,根據(jù)三角形相似法則,可求出 BH1的距離,繼而求出y的距離。
當(dāng)測(cè)量位置由激光束通過(guò)齒輪的中心軸轉(zhuǎn)變成激光束偏離齒輪的中心軸時(shí),被測(cè)點(diǎn)的實(shí)際位置與各個(gè)部分傳感器讀數(shù)所參考的已不是同一參考系。在進(jìn)行過(guò)中心齒輪測(cè)量時(shí),激光束擊中齒面的受測(cè)點(diǎn),激光位移傳感器和控制器讀出當(dāng)前點(diǎn)至該激光位移傳感器之間的位移量,通過(guò)組合編碼盤(pán)反饋當(dāng)前測(cè)量點(diǎn)的角度信息與零點(diǎn)編碼盤(pán)讀數(shù)的差值,就能夠反映出被測(cè)點(diǎn)的真實(shí)位置。但在進(jìn)行偏置測(cè)量時(shí),兩者對(duì)應(yīng)的參考系并不是唯一的。因此,需要轉(zhuǎn)換坐標(biāo)來(lái)獲取當(dāng)前被測(cè)點(diǎn)的實(shí)際位置。
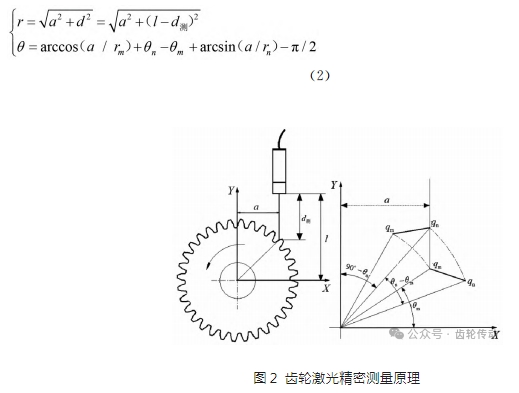
齒輪的激光精密測(cè)量原理如圖2所示。當(dāng)激光位移傳感器相對(duì)于齒輪中心的偏置量為一定值a,激光位移傳感器到齒面被測(cè)點(diǎn)的距離為d測(cè),激光位移傳感器到x 軸的距離為l,被測(cè)點(diǎn)到x 軸的距離為d=l-d測(cè)。取任意兩點(diǎn)qm 和qn,其測(cè)量值是 qm(d測(cè)m,θm)、qn(d測(cè)n,θn)。以qm為基準(zhǔn),qm與x 軸的夾角是arccos(a/rm),從qm到qn齒輪轉(zhuǎn)過(guò)的角度為θn-θm,qn與y軸的夾角是arcsin(a/rn),所以 qm和qn的相對(duì)齒輪坐標(biāo)系夾角:
將測(cè)量結(jié)果轉(zhuǎn)化成極坐標(biāo)方程:
偏置量選擇原理
為找到合適的偏置位置,需對(duì)齒面和激光位移傳感器空間位置進(jìn)行數(shù)學(xué)建模。如圖3所示,Ob是基圓圓心,H 為被測(cè)點(diǎn),l1為圓心與點(diǎn) H 的連線,l2 是漸開(kāi)線的法線,基圓半徑為rb,設(shè) H 點(diǎn)坐標(biāo)(xH ,yH),漸開(kāi)線轉(zhuǎn)過(guò)一定角度后基圓圓心是 Ob(-x0,-y0),αH是點(diǎn) H 處壓力角,k 為l2的斜率,則齒廓法向量所在直線l2可表示為:
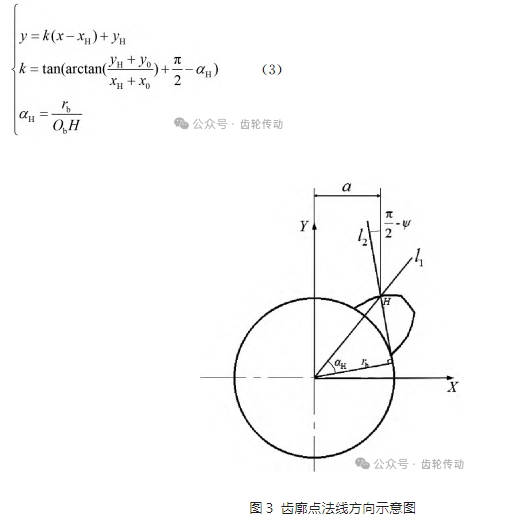
偏置測(cè)量時(shí),激光束沿x軸偏置一段距離為a,其齒廓法線與x 軸夾角為φ。可見(jiàn),當(dāng)k值越大,φ 值越大,齒廓法線與激光束夾角越小,測(cè)量值越穩(wěn)定;相反,當(dāng)夾角過(guò)大時(shí),在測(cè)量過(guò)程中該夾角會(huì)在齒面漸開(kāi)線處存在一個(gè)峰值,使得激光束接近于平行切入齒廓漸開(kāi)線某處,加上測(cè)量激光束光斑形狀不規(guī)則,導(dǎo)致測(cè)量數(shù)據(jù)失效,增加其數(shù)據(jù)波動(dòng)性。因此,偏置量應(yīng)選擇一個(gè)合理的區(qū)間。偏置量的選擇要考慮多種因素。首先,需要考慮其最大影響因素:激光束與齒廓法向量夾角,這直接反映了測(cè)量數(shù)據(jù)有效性;其次,也需保證齒廓數(shù)據(jù)的準(zhǔn)確性;最后,應(yīng)減少整體測(cè)量存在的波動(dòng)性。通過(guò)這3個(gè)方面來(lái)考量偏置量的最佳位置。
考量激光束與齒廓法線夾角時(shí),黃瀟蘋(píng)提出了一種物面傾角誤差,通過(guò)實(shí)驗(yàn)測(cè)量得出,當(dāng)傾斜角度在5°以內(nèi)時(shí),測(cè)量誤差可以控制在0.12mm,傾斜角在30°時(shí)最大測(cè)量位移誤差值已達(dá)0.5mm。可根據(jù)上述齒廓法線斜率k來(lái)判斷夾角大小。當(dāng) k值較小時(shí),激光位移傳感器處于一種穩(wěn)定狀態(tài)。當(dāng)k值增大時(shí),激光位移傳感器的誤差值也逐漸增大。所以,需保持一個(gè)穩(wěn)定的區(qū)間。當(dāng)激光束與齒廓法線的夾角小于30°,k的絕對(duì)值應(yīng)大于![]() 。
。
考慮齒廓數(shù)據(jù)有效性,假設(shè)齒輪齒數(shù)是z,模數(shù)是 m,齒頂圓半徑ra,齒根圓半徑rf,分度圓半徑r,分度圓齒厚s,壓力角α,令α測(cè)為測(cè)量數(shù)據(jù)點(diǎn)在齒廓有效部分所占的齒輪中心角,α總為單側(cè)齒線所占齒輪中心角,齒頂所占齒輪中心角是:
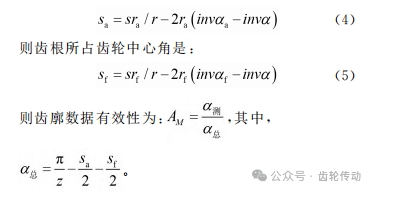
考慮整體數(shù)據(jù)有效性時(shí),其為測(cè)量過(guò)程合理性的量,需引入整體數(shù)據(jù)有效性來(lái)進(jìn)行判斷。D 為測(cè)量結(jié)果數(shù)據(jù)中的有效數(shù)據(jù)個(gè)數(shù),D總為測(cè)量結(jié)果全部數(shù)據(jù)點(diǎn),則數(shù)據(jù)有效為:

二、齒輪激光精密測(cè)量偏差分析
齒距偏差分析
在齒距偏差分析之前,需要處理其測(cè)量數(shù)據(jù)。因?yàn)橥ㄟ^(guò)直接測(cè)量獲取的數(shù)據(jù)并不是被測(cè)點(diǎn)相對(duì)于齒輪中心的實(shí)際空間位置,所以需要預(yù)處理數(shù)據(jù),獲取正對(duì)測(cè)量數(shù)據(jù),將偏置坐標(biāo)轉(zhuǎn)換成以被測(cè)齒輪為中心的坐標(biāo)系。經(jīng)過(guò)處理的數(shù)據(jù)分析方法和正常測(cè)量的數(shù)據(jù)偏差分析方法是相同的。首先就是對(duì)其齒輪展開(kāi)角進(jìn)行計(jì)算,其任意數(shù)據(jù)點(diǎn)在其坐標(biāo)系的展開(kāi)角bi是:
式中:Yi是其任意點(diǎn)脈沖數(shù);Y1為第一點(diǎn)所對(duì)應(yīng)的脈沖數(shù);Yn為其最后一個(gè)點(diǎn)對(duì)應(yīng)的脈沖數(shù)。
通過(guò)擬合的齒廓與分度圓間交點(diǎn)來(lái)找到測(cè)量數(shù)據(jù),將數(shù)據(jù)點(diǎn)極坐標(biāo)數(shù)據(jù)展開(kāi),使用二分法計(jì)算,在其分度圓處收斂,可找到樣條曲線擬合的齒廓和分度圓之間的任意兩個(gè)相鄰的交點(diǎn) Pi-1和 Pi。則齒距可表述為:
式中:rm為分度圓半徑;(xi,yi)(xi-1,yi-1)為迭代后插值點(diǎn)的坐標(biāo)數(shù)據(jù)。
螺旋線誤差分析
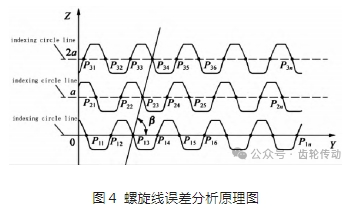
圖4是螺旋線誤差分析原理圖。需要多組測(cè)量數(shù)據(jù)來(lái)進(jìn)行螺旋線誤差分析。圖中3組齒線為不同高度但偏置量相同情況下獲取的3組數(shù)據(jù),為找到同一齒下的3組數(shù)據(jù),對(duì)該齒數(shù)據(jù)進(jìn)行擬合,找到其與理論分度圓之間的交點(diǎn),即可獲得該齒面上分度圓柱面上的3個(gè)點(diǎn),再對(duì)3個(gè)點(diǎn)進(jìn)行擬合,推導(dǎo)得出螺旋線誤差。
設(shè)所擬合的直線方程為z=b0 +b1y,3個(gè)點(diǎn)到該直線的偏差平方和:![]() 利用最小二乘法,偏差平方和對(duì)bi求導(dǎo),得到方程組:
利用最小二乘法,偏差平方和對(duì)bi求導(dǎo),得到方程組:
三、齒輪激光精密測(cè)量實(shí)驗(yàn)
實(shí)驗(yàn)步驟
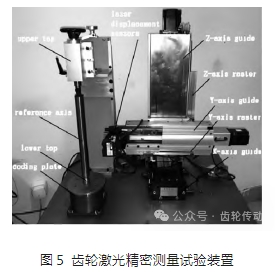
齒輪激光精密測(cè)量平臺(tái)的三維圖如圖5所示,該測(cè)量平臺(tái)由工件回轉(zhuǎn)臺(tái)、夾緊裝置、下頂尖、中心軸、上頂尖、工件回轉(zhuǎn)臺(tái)升降滑臺(tái)、測(cè)頭滑臺(tái)導(dǎo)軌、偏置滑臺(tái)直線電機(jī)、Z 軸導(dǎo)軌、測(cè)頭滑臺(tái)驅(qū)動(dòng)電機(jī)、Z 軸驅(qū)動(dòng)電機(jī)和激光位移傳感器構(gòu)成。在中心定位心軸上安裝有中心孔的齒輪,中心定位芯軸通過(guò)上下頂尖固定,下面裝有一個(gè)回轉(zhuǎn)盤(pán),當(dāng)采用夾緊裝置時(shí),中心定位芯軸會(huì)隨著旋轉(zhuǎn)盤(pán)的轉(zhuǎn)動(dòng)而轉(zhuǎn)動(dòng)。由控制卡、激光位移傳感器的控制器與計(jì)算機(jī)進(jìn)行連接,通過(guò)計(jì)算機(jī)控制編碼盤(pán)的旋轉(zhuǎn)、三坐標(biāo)位移裝置的平移運(yùn)動(dòng)和傳感器的開(kāi)關(guān)并記錄讀數(shù)。
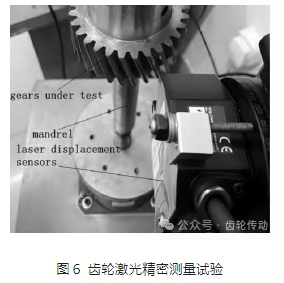
如圖6所示,在芯軸上安裝了被測(cè)齒輪,激光測(cè)量傳感器相對(duì)于齒輪中心偏置一定的距離。進(jìn)行測(cè)量時(shí),齒輪以一定速比勻速旋轉(zhuǎn),工件回轉(zhuǎn)盤(pán)上編碼盤(pán)記錄此時(shí)齒輪上被測(cè)點(diǎn)的角度脈沖數(shù)據(jù),同時(shí)激光位移傳感器采集被測(cè)點(diǎn)相對(duì)于激光束發(fā)生點(diǎn)的位移數(shù)據(jù),齒輪的角度位移數(shù)據(jù)通過(guò)測(cè)量軟件輸出到文件中。
測(cè)量數(shù)據(jù)轉(zhuǎn)換
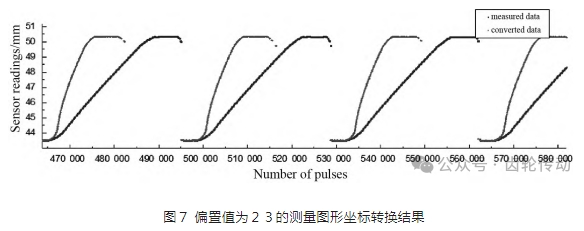
以齒數(shù)為30、法面模數(shù)為3、螺旋角為20°的斜齒圓柱齒輪任一測(cè)量結(jié)果曲線為例,進(jìn)行數(shù)據(jù)轉(zhuǎn)換。該測(cè)量的偏置量為23,如圖7所示,圖中灰線段為測(cè)量數(shù)據(jù)的可視化結(jié)果,黑線段為對(duì)灰線進(jìn)行轉(zhuǎn)化的可視化結(jié)果。橫坐標(biāo)為測(cè)量系統(tǒng)的脈沖數(shù),工件旋轉(zhuǎn)1周360°為100萬(wàn)個(gè)脈沖量;縱坐標(biāo)軸為測(cè)量數(shù)據(jù)點(diǎn)到工件旋轉(zhuǎn)中心的距離,即激光位移傳感器示數(shù)向齒輪中心的轉(zhuǎn)換結(jié)果。從圖7中可以看出,轉(zhuǎn)化前的黑線偏斜,齒廓漸開(kāi)線處的測(cè)量脈沖占比 明顯高于正常占比,經(jīng)過(guò)坐標(biāo)轉(zhuǎn)化后偏斜消除,單側(cè)齒廓處符合實(shí)際齒廓的尺寸形狀。
最佳偏置值選定
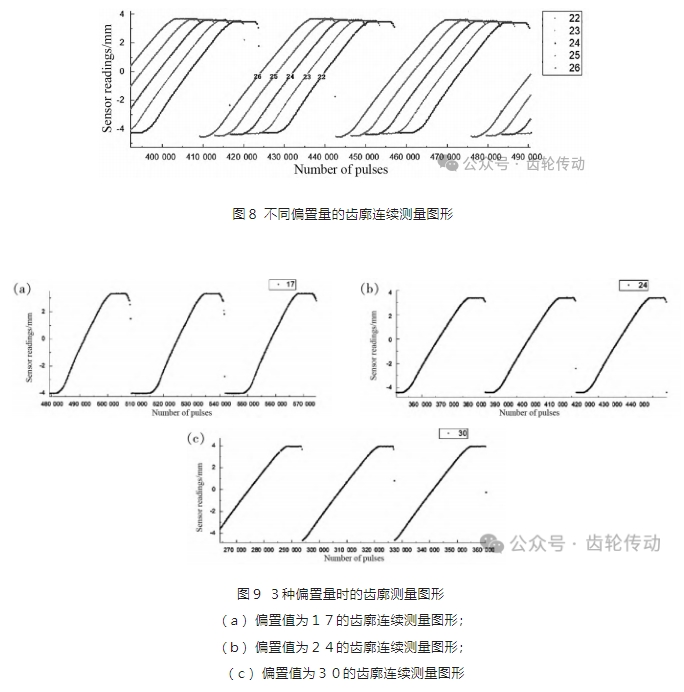
以齒數(shù)為30、法面模數(shù)為3、螺旋角為20°的斜齒圓柱齒輪為例,根據(jù)齒輪參數(shù)設(shè)置了14組不同偏置量對(duì)照試驗(yàn),分別為17、18、19、20、21、22、23、24、 25、26、27、28、29、30。圖8為不同偏置量得到的測(cè)量數(shù)據(jù)結(jié)果圖。圖9為偏置量分別為17、24、30的 3 種情況下的測(cè)量圖形。可以看出,偏置量較小,測(cè)量過(guò)程中齒根有一定占比,漸開(kāi)線齒廓的有效測(cè)量段數(shù)據(jù)點(diǎn)較少。隨著偏置量的增大,圖形中漸開(kāi)線齒廓的有效測(cè)量段數(shù)據(jù)點(diǎn)增多,測(cè)量圖形在漸開(kāi)線處變緩,齒根處的數(shù)據(jù)點(diǎn)減少且在測(cè)量圖形中占比變小。當(dāng)偏置量持續(xù)增大,測(cè)量過(guò)程中前齒對(duì)后齒的遮擋增加,齒根處被逐漸遮擋,直到測(cè)量數(shù)據(jù)直接從漸開(kāi)線齒廓開(kāi)始,經(jīng)過(guò)齒頂圓后直接繼續(xù)測(cè)量到漸開(kāi)線齒廓部分。
在試驗(yàn)選取的偏置量中,齒側(cè)齒廓的測(cè)量只有最后一組有前齒遮擋現(xiàn)象。通過(guò)有效數(shù)據(jù)點(diǎn)個(gè)數(shù)來(lái)判定齒廓數(shù)據(jù)的有效性。在測(cè)量數(shù)據(jù)中,齒側(cè)齒廓部分以數(shù)據(jù)從齒根圓半徑測(cè)量的平均數(shù)+10%齒全高開(kāi)始計(jì)數(shù),到齒頂圓半徑測(cè)量的平均數(shù)-10%齒全高結(jié)束,得出以下數(shù)據(jù)。如表1所示,偏置值選擇和齒廓有效數(shù)點(diǎn)個(gè)數(shù)正相關(guān),在合理的偏置值范圍內(nèi),偏置值選取得越大,齒廓有效數(shù)據(jù)點(diǎn)的個(gè)數(shù)越多,偏置值選取得越小,齒廓有效數(shù)據(jù)點(diǎn)的個(gè)數(shù)越少。但在偏置值大于29時(shí)也存在一定問(wèn)題,即激光束越過(guò)齒頂,從齒根處開(kāi)始后齒的測(cè)量時(shí),高度偏差較大,數(shù)據(jù)波動(dòng)增加,此時(shí)該測(cè)量點(diǎn)與齒側(cè)距離較短,易影響后齒的測(cè)量,使后齒有效測(cè)量范圍縮短。

結(jié)合圖1和表1,偏置值在23~29之間測(cè)量,各組測(cè)量數(shù)據(jù)中有效數(shù)據(jù)點(diǎn)個(gè)數(shù)較多,數(shù)據(jù)波動(dòng)較小,激光束打在齒廓上的光斑形狀聚集。其中偏置值為29時(shí),激光束與齒廓法線夾角最小,在前齒不遮擋的條件下有效數(shù)據(jù)點(diǎn)最多,符合理論選定的最佳偏置值。
齒輪激光精密測(cè)量偏差分析試驗(yàn)
對(duì)偏置量為23的測(cè)量數(shù)據(jù)進(jìn)行齒距偏差分析和螺旋角偏差分析。
進(jìn)行齒距偏差分析時(shí),對(duì)測(cè)量數(shù)據(jù)進(jìn)行坐標(biāo)轉(zhuǎn)換,通過(guò)樣條曲線連接數(shù)據(jù)點(diǎn),用二分法迭代找出分度圓與樣條曲線的交點(diǎn),相鄰交點(diǎn)間的距離是單齒距;單齒距與公稱齒距之差為偏差。任意多個(gè)齒距的累積為累積偏差。表2為部分單個(gè)齒距偏差與齒距累積偏差,圖 10 給出了該被測(cè)齒輪的全部 20個(gè)單個(gè)齒距偏差,圖11給出了該齒輪累積偏差圖形。根據(jù)30組實(shí)驗(yàn)得出該齒輪的最大齒距偏差為0.02155mm,最小齒距偏差為0.00269mm,最大齒距累計(jì)總偏差為0.02977mm。
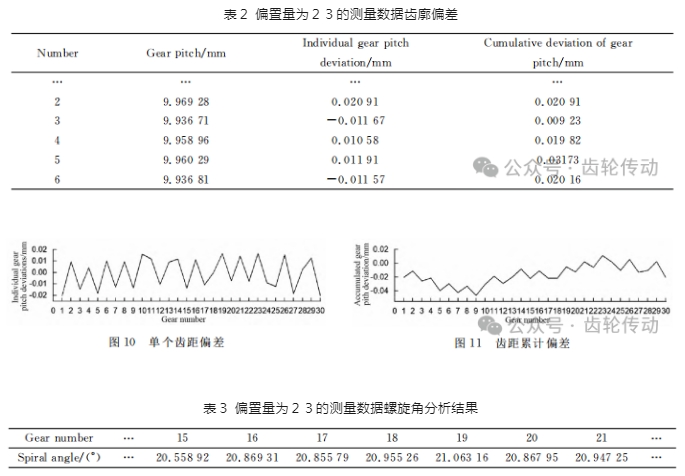
已知該齒輪螺旋角為20.5739°,通過(guò)對(duì)3組齒輪不同截面上測(cè)量的數(shù)據(jù)進(jìn)行轉(zhuǎn)換后,計(jì)算出樣曲線與分度圓的交點(diǎn)。同一齒上3個(gè)點(diǎn)擬合直線方程,通過(guò)最小二乘法確定直線方程的斜率k值,最后計(jì)算出螺旋角。表3列出部分齒的螺旋角計(jì)算值。
以上的試驗(yàn)結(jié)果證明,偏置式測(cè)量方法適用于齒輪精密測(cè)量,對(duì)齒輪的齒距和螺旋線偏差都有較好的效果。
四、結(jié)論
基于偏置式測(cè)量原理,研究一種齒輪激光偏置測(cè)量方法,通過(guò)將激光束移動(dòng)一個(gè)偏置量,解決了對(duì)中式的齒輪激光測(cè)量所帶來(lái)的失效問(wèn)題。通過(guò)建立偏置量的選擇模型,明確偏置位置,建立數(shù)據(jù)轉(zhuǎn)換方程,完成測(cè)量試驗(yàn)與數(shù)據(jù)分析。本文研究的測(cè)量方法有以下特點(diǎn):
(1)采用激光位移傳感器的齒輪激光偏置測(cè)量方法,不僅具有激光測(cè)量方法的優(yōu)點(diǎn),而且克服了常規(guī)激光測(cè)量的一些缺點(diǎn)。這種測(cè)量方法無(wú)須規(guī)劃測(cè)頭的運(yùn)動(dòng)軌跡,也不需要復(fù)雜的算法來(lái)補(bǔ)償測(cè)頭半徑,不會(huì)產(chǎn)生磨耗問(wèn)題,使用靈活,不受限于測(cè)頭尺寸,測(cè)量效率高。解決了激光測(cè)量在齒側(cè)齒廓上激光束與漸開(kāi)線相切的數(shù)據(jù)失效問(wèn)題,從而獲取更多齒側(cè)齒廓的有效數(shù)據(jù)點(diǎn)。
(2)通過(guò)數(shù)據(jù)處理的方法和誤差分析方法解決了激光測(cè)頭測(cè)量坐標(biāo)系和工件坐標(biāo)不一致的問(wèn)題,簡(jiǎn)化數(shù)據(jù)分析過(guò)程,提高測(cè)量效率。