齒輪作為機械傳動中不可或缺的部件,承載能力直接決定其使用壽命。因此,如何有效提升齒輪的承載能力是當前齒輪制造過程中亟需解決的問題。為提升齒輪的承載能力,可從齒輪鋼冶煉開始強化其性能。實踐表明,齒輪失效的形式主要包括點蝕、剝落、斷裂等,導致上述問題的主要原因為齒輪鋼表面材料的應力集中和強度不足。為在齒輪鋼冶煉階段提升其表面質(zhì)量,可采取噴丸強化、光整加工及表面熱處理等工藝。本文重點對噴丸強化的工藝參數(shù)進行試驗研究,最終達到提升齒輪鋼表面質(zhì)量的目的。
一、基礎(chǔ)研究
齒輪作為傳動部件,具有傳動比穩(wěn)定、效率高以及承載能力高的特點,被廣泛應用于船舶、風電、航空等領(lǐng)域。噴丸工藝主要用于對齒輪重點零部件的強化處理,最終達到提升齒輪表面強度的目的。齒輪鋼在噴丸沖擊的作用下,其材料表面會出現(xiàn)彈塑性變形;當噴丸的沖擊力卸載后,齒輪鋼的彈性變形小,并在其表面形成了彈性殘余壓應力層。
從本質(zhì)上講,噴丸強化的工作原理為:彈丸在壓縮空氣下的作用下進行加速,并以高速的狀態(tài)對齒輪鋼表面造成沖擊,從而對齒輪鋼起到強化的效果。本文將基于數(shù)值模擬仿真手段研究噴丸強化對齒輪鋼表面完整性的影響,進而得出在齒輪鋼冶煉過程中噴丸強化其表面完整性的最佳工藝參數(shù)。
噴丸強化的基礎(chǔ)是具有足夠速度的彈丸,本文采用如圖 1 所示的氣動系統(tǒng)來形成高速的彈丸。
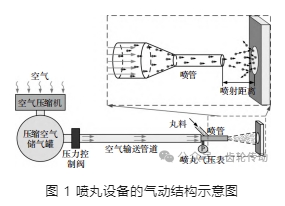
如圖 1 所示,在空氣壓縮機的作用下將一定壓力的空氣送入儲氣罐中,通過壓力控制閥對輸出的空氣壓力進行控制,將空氣的壓力勢能轉(zhuǎn)化為動能,從而實現(xiàn)對彈丸的加速。圖 1 中的噴管為文丘里噴管,包括入口段、收縮段、喉部段及擴張段。基于 CFD-FEM 數(shù)值模擬軟件對噴丸的工藝過程進行建模,所構(gòu)建的數(shù)值模擬仿真模型如圖 2 所示。
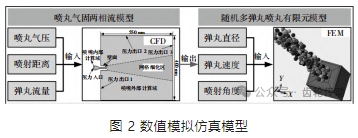
基于圖 2 的數(shù)值模擬仿真模型重點對噴丸工藝參數(shù)對齒輪鋼冶煉后表面完整性的影響進行研究。
二、噴丸工藝參數(shù)對齒輪鋼表面完整性的數(shù)值模擬研究
重點開展彈丸速度、彈丸直徑、噴射角度以及二次噴丸對齒輪鋼表面質(zhì)量的影響研究。
彈丸速度對齒輪鋼表面質(zhì)量的影響
基礎(chǔ)條件:彈丸噴射距離為 200 mm,彈丸直徑為 0.6 mm,彈丸流量為 5 kg/min;在上述條件下通過改變噴丸氣壓實現(xiàn)對彈丸速度的控制,重點對彈丸速度為 51 m/s、71 m/s、86 m/s 和 95 m/s 對應齒輪鋼表面的殘余應力進行仿真分析,仿真結(jié)果如圖 3 所示。
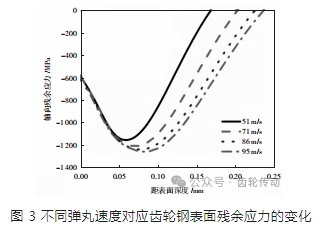
從圖 3 中可以看出,在距離齒輪鋼表面深度小于 0.05 mm 時,隨著彈丸速度的增加,對應的齒輪鋼表面的殘余應力幾乎不變。當彈丸速度從 51 m/s 增加至 95 m/s 時,齒輪鋼表面的最大殘余應力從 1 178 MPa增加至 1 265 MPa,而且對應距齒輪鋼表面的深度從 0.06 mm 增加至 0.08 mm,對應的殘余應力深度從 0.17 mm 增加至 0.23 mm。
綜合分析可得,隨著彈丸速度的增加,齒輪鋼最大殘余應力的深度位置和殘余壓應力層的深度增加。當彈丸速度從 86 m/s 增加至 95 m/s 時,對應殘余應力增加幅度減小。因此,綜合效果確定最佳彈丸速度為 86 m/s,對應的氣壓為 0.4 MPa。
彈丸直徑對齒輪鋼表面質(zhì)量的影響
仿真條件:彈丸噴射距離為 200 mm,氣壓為 0.5 MPa,流量為 5 kg/min,分別對彈丸直徑為 0.4 mm、0.6 mm、0.8 mm 和 1.0 mm 四種情況下對應齒輪鋼表面殘余應力的變化進行仿真分析,仿真結(jié)果如圖 4 所示。
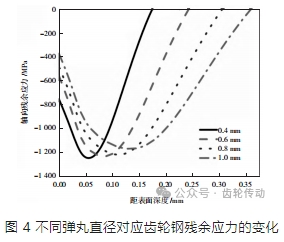
從圖 4 中可以看出,隨著彈丸直徑從 0.4 mm 增大至 1.0 mm,對應所冶煉形成齒輪鋼的表面殘余應力從 756 MPa 下降至 378 MPa,降幅達 50%;次表面的最大殘余應力從 1 263 MPa(距表面深度 0.06 mm)降低至 1 171 MPa(距表面深度 0.14 mm),降幅為 7%;殘余壓應力層和最大殘余應力的深度分別由 0.17 mm 和 0.06 mm 增加至 0.35 mm 和 0.14 mm。
綜合分析可得,隨著彈丸直徑的增加,齒輪鋼表面的殘余應力和次表面最大殘余應力均下降,其中齒輪鋼表面殘余應力下降幅度非常大;但對應的殘余正應力層和最大殘余應力深度均減小。因此,綜合齒輪鋼表面質(zhì)量和殘余應力的強度要求,將彈丸直徑確定為 0.6 mm。
三、齒輪鋼工業(yè)冶煉試驗分析
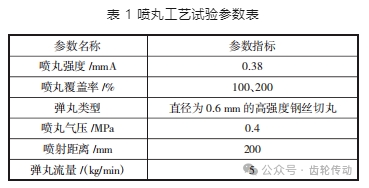
在上述仿真分析的基礎(chǔ)上,對基本確定的齒輪鋼工業(yè)冶煉過程中的最佳噴丸工藝進行驗證。在試驗中采用型號為 MT25-G80Ⅱ/1/R 的氣動式數(shù)控噴丸機對齒輪鋼進行強化。在實際試驗中,為了避免噴丸與齒輪鋼接觸出現(xiàn)微小的裂紋,而且還要保證強化后齒輪鋼的殘余應力保持一定水平,所采用的彈丸硬度低于待冶煉的齒輪鋼的表面硬度。在實際強化中采用的噴丸工藝參數(shù)如表 1 所示。
基于上述冶煉過程中的齒輪鋼進行強化處理,并采用便攜式 X 射線衍射儀對強化后齒輪鋼的殘余應力指標進行測量,以驗證上述噴丸工藝有效性。基于便攜式 X 射線衍射儀對未噴丸、100%噴丸覆蓋率以及 200%噴丸覆蓋率對應的軸向殘余應力和切向殘余應力進行測試,對測試結(jié)果進行統(tǒng)計后得出如圖 5 所示的結(jié)論。
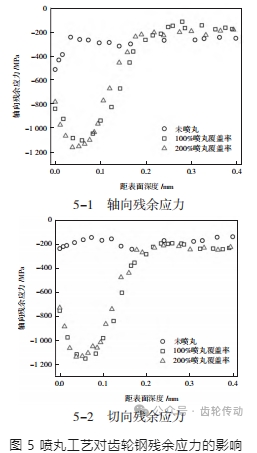
由圖 5 可知,噴丸前后齒輪鋼的軸向殘余應力和切向殘余應力的分布趨勢一致。從整體來看,100%噴丸覆蓋率和 200%噴丸覆蓋率對應的齒輪鋼殘余應力差異不明顯。采用未噴丸的工藝時,在深度達到 0.035 mm 以后對應殘余應力在 200 MPa 左右,而且相對穩(wěn)定;采取噴丸工藝后,在深度為 0.06 mm 時的殘余應力最大達到 1 150 MPa,隨著表面深度的增加對應殘余應力減小,并在表面深度為 0.2 mm 時達到 200 MPa 左右。
四、結(jié)論
1)在對噴丸工藝基礎(chǔ)原理進行分析的基礎(chǔ)上,通過數(shù)值模擬手段對彈丸直徑和彈丸速度對齒輪鋼表面質(zhì)量的影響進行仿真分析,為后續(xù)齒輪鋼冶煉工藝的試驗奠定基礎(chǔ),得出了最佳彈丸速度為 86 m/s,對應的氣壓為 0.4 MPa,彈丸直徑確定為 0.6 mm。
2)通過試驗研究可知,齒輪鋼在冶煉過程中采用噴丸工藝可改善其表面質(zhì)量,對應齒輪鋼殘余應力增大,最大可達 1 150 MPa,遠大于未噴丸的 200 MPa。
參考文獻略.