面對氣候變暖這一重大全球性問題,目前已有 127 個國家承諾到 2050 年甚至更早實現(xiàn)零碳排放,中國也提出了雙“碳”目標(biāo)(即 2030 年前實現(xiàn)碳達峰目標(biāo),2060 年前實現(xiàn)碳中和目標(biāo))。該目標(biāo)的提出推進了各行各業(yè)加速邁向綠色、低碳、經(jīng)濟和可循環(huán)的發(fā)展道路,但節(jié)能減排的前提是碳排放的核算問題,因此不少學(xué)者提出了不同的碳排放計算方法。
李聰波等人基于廣義邊界研究了機械加工系統(tǒng)碳排放量化方法;李愛平等人運用遺傳算法對孔加工模型進行了低碳優(yōu)化求解;周光輝等人從材料、能源和廢棄物 3 個方面分析了零件加工過程的碳排放,設(shè)計了生產(chǎn)過程中的三維能源模型;Tseng 等人基于成本分析建立了制造業(yè)可持續(xù)供應(yīng)鏈的碳排放決策模型。
基于上述國內(nèi)、外對碳排放計算方法的研究,該文提出了針對齒輪加工過程的碳排放量化模型,將車間碳排放源分為物料消耗、能源消耗和廢物處理,以此確定齒輪加工過程的碳排放核算邊界,并整理出碳排放清單。最后通過實際案例,將實際生產(chǎn)數(shù)據(jù)代入計算模型,分析某汽車變速器齒輪加工過程的碳排放量和占比結(jié)構(gòu)。
一、齒輪加工過程的碳排放分析
齒輪加工過程的碳排放源識別
齒輪是典型的機械加工產(chǎn)品,通過車削、鉆孔和熱處理等一系列制造工藝將原材料轉(zhuǎn)變?yōu)楫a(chǎn)品。在整個齒輪加工過程中,能源消耗是主要的碳排放來源,但涉及的工序煩雜、能源種類較多且消耗量大,因此齒輪機械加工過程中的碳排放具有多源性、層次性和動態(tài)性等特征。其中齒輪加工涉及的能源可分為 3 類:一次能源(可從自然界直接獲取并使用的,如風(fēng)能、水能、煤、石油和天然氣等)、二次能源(由一次能源經(jīng)過化學(xué)或物理轉(zhuǎn)化得到的資源,如電能、蒸汽等)以及耗能工質(zhì)(在生產(chǎn)過程中不做原料使用也不進入產(chǎn)品,制取時卻消耗能源的工作物質(zhì),如水、氧氣等)。
在齒輪制造過程中,能源主要以機械設(shè)備、設(shè)施為消耗主體,能耗產(chǎn)生的碳排放一般來自加工設(shè)備、輔助設(shè)備和外圍設(shè)備。
加工設(shè)備
齒輪加工所用機械加工設(shè)備包括滾齒機床、銑床、插床和刨齒機,這些設(shè)備進行磨齒、車削、鉆削、銑削、刨削以及插削等工藝時,會消耗電、氣、油等能源,從而產(chǎn)生碳排放。
輔助設(shè)備
輔助設(shè)備博阿凱自動小車、傳送帶、吊車、叉車和機械手等,是給加工活動提供裝卸、運輸?shù)容o助功能的設(shè)備,主要消耗的能源是電能。
外圍設(shè)備
外圍設(shè)備指能為生產(chǎn)過程和儲存等提供照明、通風(fēng)和粉末吸取等功能的裝置設(shè)施,如燈、工業(yè)風(fēng)扇等,一般消耗的能源是電能。
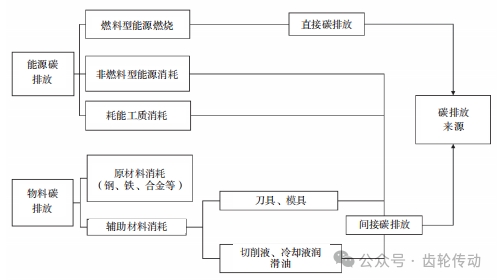
齒輪加工過程中,除了能源消耗會產(chǎn)生碳排放外,物料的使用也會產(chǎn)生碳排放。生產(chǎn)所需的物料包括原材料、刀具、模具、切削液和冷卻液等,因此齒輪加工過程中的碳排放源可分為能源消耗和物料消耗 2 種。但根據(jù)生產(chǎn)過程特性的不同,物料和能源消耗時產(chǎn)生的二氧化碳還可分為直接碳排放和間接碳排放。直接碳排放主要由燃燒型能源在燃燒活動中直接產(chǎn)生的二氧化碳等溫室氣體或反應(yīng)構(gòu)成,然而實際上,生產(chǎn)加工中間接產(chǎn)生的碳排放更常見,如電能使用、原材料消耗和刀具磨損等。齒輪機械加工過程的碳排放來源分類如圖 1 所示。
碳排放的核算邊界模型
汽車變速器的齒輪加工過程是一個將物料與能源輸入經(jīng)過加工設(shè)備轉(zhuǎn)變?yōu)樗璁a(chǎn)品及廢棄物輸出的機械加工系統(tǒng),不同的加工工藝會導(dǎo)致碳排放結(jié)構(gòu)出現(xiàn)差異。雖然已識別出齒輪加工過程中的碳排放源來自以加工設(shè)備、輔助設(shè)備、外圍設(shè)備為消耗主體的物料和能源消耗,但考慮整個機械加工系統(tǒng)的運行涉及上、下游生產(chǎn)活動較廣(上游包括能源開采、原材料采購運輸?shù)?下游包括產(chǎn)品供應(yīng)出庫等),因此需要建立齒輪加工過程的碳排放邊界模型,確定好需要核算的范圍。
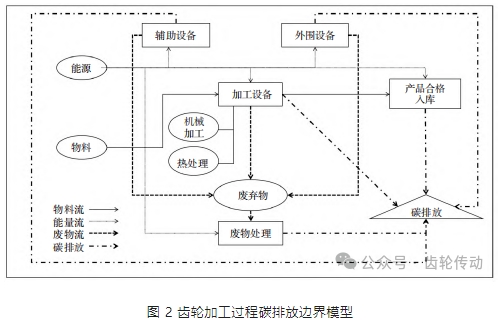
齒輪加工過程的碳排放邊界模型以加工設(shè)備碳排放為中心,將齒胚、輔助材料、能源投入設(shè)備進行加工活動的碳排放劃為左邊界,產(chǎn)出的產(chǎn)品入庫活動的碳排放為右邊界,生產(chǎn)活動涉及的輔助和外圍設(shè)備碳排放為上邊界,加工作業(yè)產(chǎn)生的廢液、廢屑和廢氣等廢棄物處理碳排放為下邊界,并從能量流、物料流、廢物流的“三流”足跡來分析整個系統(tǒng)產(chǎn)生的碳排放。通過將核算范圍內(nèi)的各環(huán)節(jié)直接或間接引起的碳排放因素進行換算來實現(xiàn)碳排放的量化計算。齒輪加工過程碳排放邊界模型如圖 2 所示。
能量流
能量流過程的碳排放多為電能或燃料消耗所產(chǎn)生,這部分的核算需要考慮實際加工工藝和加工設(shè)備的功能差異,因此能量流的碳排放核算邊界主要為齒輪加工過程中間接產(chǎn)生的能量消耗。
物料流
物料主要包括齒胚原材料、刀具等輔助材料,其流動隨著的碳排放存在于生產(chǎn)的各環(huán)節(jié)中,不僅包括生產(chǎn)中的原材料消耗、刀具磨損和切削液消耗,還包括返修、工序間運輸?shù)确窃鲋档奶寂欧拧?/p>
廢物流
加工產(chǎn)生的廢氣、廢屑和廢水等廢棄物需要經(jīng)過達標(biāo)處理才可以排放和回收利用,而處理過程中產(chǎn)生的碳排放也需要劃在整個核算邊界中。
碳排放核算清單
劃定好需要核算的范圍后,還需要具體分析“三流”中產(chǎn)生碳排放的因子,即消耗的物料和能源。為了避免重復(fù)計算,下文將分析加工設(shè)備、輔助設(shè)備和外圍設(shè)備的碳排放情況,并列出核算邊界模型中的碳排放核算清單。
加工設(shè)備
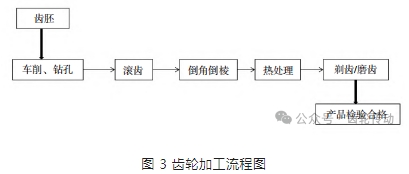
齒輪加工的設(shè)備主要是數(shù)控滾齒機,其加工流程如圖 3 所示。齒胚投入機床加工,并進行車削鉆孔、滾齒、磨齒和熱處理等作業(yè)過程中消耗的能源主要是電能、天然氣,所用物料包括以 20CrMnTiH 為原材料的齒胚、刀具和切削液輔助材料。
輔助設(shè)備
輔助設(shè)備能耗主要分析與生產(chǎn)活動相關(guān)的輔助活動產(chǎn)生的能耗特征,而在該文劃定的核算邊界中,加工過程需要的輔助功能是運輸。齒胚投入生產(chǎn)需要搬運到機床上,產(chǎn)品檢驗合格后運輸?shù)絺}庫進行存放,而工廠里主要使用的運輸設(shè)備是自動小車。自動小車是一種可周期性替換電池供電的設(shè)備。因此該文的輔助設(shè)備使用的能源是電能,運輸過程中無物料消耗。
外圍設(shè)備
齒輪加工的外圍設(shè)施主要涉及照明、通風(fēng)的功能,因此外圍設(shè)備主要包括工業(yè)通風(fēng)裝置和照明裝置,均以電能為消耗能源,并無物料消耗。在車間的一定工作條件下,該文外圍設(shè)備為生產(chǎn)提供合適環(huán)境所消耗的電能基本是穩(wěn)定的。
廢物處理
在機械加工過程中,經(jīng)過切削鉆孔等工藝后物料會發(fā)生損耗,變成廢棄物,能源經(jīng)過物理或化學(xué)轉(zhuǎn)變會產(chǎn)生廢水、廢氣及固體廢棄物。這些廢物必須進行處理,達標(biāo)后才能排放和回收利用,因此在處理環(huán)節(jié)中會消耗電能和少量化石能源。
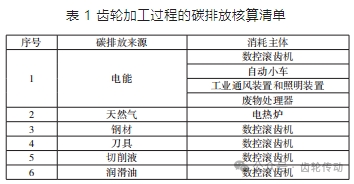
結(jié)合上述分析,將各部分涉及的物料和能源進行整理,便可得到一份齒輪加工過程的碳排放核算清單,見表 1。
二、齒輪加工過程碳排放量化方式與計算模型
碳排放的量化計算方式一般有 3 種,即實際測量法、質(zhì)量平衡法和排放系數(shù)法。實際測量法通過在煙氣排放連續(xù)監(jiān)測系統(tǒng)(CEMS)中搭載碳排放監(jiān)測模塊,直接測量碳排放量。質(zhì)量平衡法的原理是碳守恒,因此更適合涉及化學(xué)工藝的碳排放核算。根據(jù) IPCC 提供的碳核算基本方程對碳排放系數(shù)法進行計算,該方法是一種成熟且應(yīng)用廣泛的碳排放計算方法。根據(jù)碳排放清單列表,將活動數(shù)據(jù)和碳排放系數(shù)的乘積作為該排放源的碳排放量值。其中,活動數(shù)據(jù)可通過實際調(diào)查和監(jiān)測得到,碳排放系數(shù)來源于有關(guān)國家規(guī)范、專業(yè)研究機構(gòu)報告以及國際的碳排放數(shù)據(jù)庫等。
因此,選擇碳排放系數(shù)法更適合齒輪加工過程的碳排放核算,結(jié)合 IPCC 提供的計算原理和上文分析的碳排放來源,該齒輪加工過程的碳排放總量計算模型如公式(1)所示。
![]()
式中 :C 是齒輪加工過程的碳排放總量 ;Cm 是物料消耗產(chǎn)生的碳排放量 ;Ce 是能源消耗產(chǎn)生的碳排放量 ;Cw 是廢棄物處理環(huán)節(jié)中產(chǎn)生的碳排放量。
物料消耗產(chǎn)生的碳排放計算分析
齒輪加工涉及的物料包括齒胚原材料、刀具和切削液,因此物料消耗產(chǎn)生的碳排放總量計算模型如公式(2)所示。
![]()
式中 :Cmt 是原材料消耗產(chǎn)生的碳排放量 ;Ctool 是刀具損耗產(chǎn)生的碳排放量 ;Ccoolant 是切削液消耗產(chǎn)生的碳排放量。
原材料碳排放
在機械加工中,原材料消耗為根據(jù)工藝規(guī)格切除的多余物料,該多余部分會間接產(chǎn)生碳排放。根據(jù)上文規(guī)定的核算邊界,齒輪加工過程中的原材料碳排放量是以切除帶來的碳排放為計算主體的。原材料碳排放計算模型如公式(3)所示。
![]()
式中 :Mmt 是原材料切除量;CEFmt 是原材料碳排放系數(shù)。
刀具碳排放
在制造加工過程中,刀具自身的磨損也會產(chǎn)生直接和間接的碳排放,但實際上直接碳排放量較少,可忽略不計。因此計算刀具碳排放時主要考慮的是刀具制備過程中產(chǎn)生的碳排放在使用過程中的分?jǐn)偅床捎脮r間折算分配法來計算刀具碳排放,計算模型如公式(4)所示。
式中 :Mtool 是刀具質(zhì)量;CEFtool 是刀具的碳排放因子;Ttool 是刀具壽命(Ttool=N+1,N 為使用次數(shù));tc 是使用時間。
切削液碳排放
齒輪加工中使用的切削液一般為水基切削液,可起到冷卻、潤滑和去屑等輔助作用,在使用過程中是間接產(chǎn)生碳排放的,并且切削液有較長的更換周期。因此計算時也采用時間折算分配法,即加工使用時間總和與更換周期的比值來計算。計算模型還包括切削液廢棄后處理產(chǎn)生的碳排放(避免在廢棄物處理階段重復(fù)核算),如公式(5)所示。
式中 :Vcoolant 是切削液體積 ;CEFcoolant 是切削液的碳排放因子 ;CEFc-de 是處理廢切削液碳排放因子;Tcoolant 是切削液更換周期 ;t 是加工周期。
能源消耗產(chǎn)生的碳排放計算分析
齒輪加工涉及的能源主要是電能,其消耗主體包括加工設(shè)備、輔助設(shè)備和外圍設(shè)備,因此能源消耗產(chǎn)生的碳排放總量計算模型如公式(6)所示。
![]()
式中 :Cmc 是加工設(shè)備消耗的電能碳排放量 ;Ctr 是輔助設(shè)備消耗的電能碳排放量;Cpe 是外圍設(shè)備消耗的電能碳排放量。
加工設(shè)備消耗的電能碳排放
加工設(shè)備為數(shù)控滾齒機床,在機床運行過程中消耗電能并間接產(chǎn)生碳排放,其計算模型如公式(7)所示。
![]()
式中 :CEFe 為電能碳排放因子 ;Emc 為機床能耗。
機床能耗主要考慮空載和載荷能耗 2 個部分,公式為 Emc=P1·t1+P2·t2。P1 是設(shè)備空載功率,P2 是設(shè)備輸入功率,t1 是設(shè)備空載時間,t2 是設(shè)備載荷時間。
輔助設(shè)備消耗的電能碳排放
輔助設(shè)備為自動小車,運輸過程中產(chǎn)生的碳排放主要體現(xiàn)在自動小車的能源消耗上,于是計算自動小車碳排放時,主要考慮其基礎(chǔ)功能的電能能耗。自動小車運輸產(chǎn)生的碳排放計算模型如公式(8)所示。
![]()
式中:Etr 是自動小車能耗,公式為 Etr=Pavg·ttr,其中 Pavg 是自動小車的平均功率 ;ttr 是自動小車的運輸時間。
外圍設(shè)備消耗的電能碳排放
外圍設(shè)備為工業(yè)通風(fēng)裝置和照明裝置。由于工廠不僅有齒輪加工生產(chǎn)線,平攤到齒輪加工過程中的碳影響不大,難以精確區(qū)分和計算,因此該文主要考慮儲存齒輪產(chǎn)品的外圍設(shè)備的能耗引起的碳排放,其計算模型如公式(9)所示。
![]()
式中:Epe 是外圍設(shè)備能耗,Epe=P·tpe,其中 P 是外圍設(shè)備的額定功率,tpe 是外圍設(shè)備的使用時間。
廢棄物處理產(chǎn)生的碳排放計算
處理齒輪加工過程中產(chǎn)生的廢棄物時會消耗能源,從而間接產(chǎn)生碳排放。其廢棄物主要是使用切削液時產(chǎn)生的廢液和原材料加工產(chǎn)生的廢屑。該文將廢液處理的碳排放歸納到切削液碳排放的計算模型中,是為了避免碳排放分類計算混亂。廢屑處理一般是經(jīng)過脫油、烘干壓塊后再用電熔爐進行燃燒處理,消耗的能源為電能,因此其廢棄物處理產(chǎn)生的碳排放計算模型如公式(10)所示。
![]()
式中 :Ew 是處理廢屑的能耗。
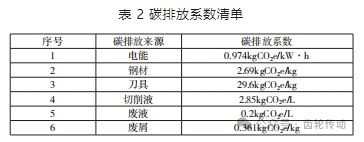
碳排放系數(shù)清單
上述已建立齒輪加工的碳排放系數(shù)法計算模型,該方法的計算精度取決于碳排放清單的完整度和準(zhǔn)確度,因此對 1.3 節(jié)中的碳排放核算清單進行更新,補充各碳排來源的碳排放系數(shù),使其后續(xù)的案例計算具有完整性和準(zhǔn)確性。碳排放系數(shù)清單見表 2。
三、案例分析
案例數(shù)據(jù)
該文以某汽車企業(yè)生產(chǎn)變速器主軸齒輪的加工過程為實例,對其齒輪加工過程中的碳排放進行量化分析。根據(jù)實際調(diào)查情況可知,加工設(shè)備型號是 YS3116CNC7,其主電機功率是 9.0kW,測得空載功率是 3.4kW。對一批齒輪訂單(1000 個)進行加工,測得機床加工時間為 10.5h,空載時間是 3.6h,用來運輸?shù)淖詣有≤嚬β蕿?4.5kW,一次可運送 200 個工件,運輸總時長達 0.3h。外圍設(shè)備(以工業(yè)通風(fēng)機與節(jié)能燈為主)的總功率為 1.4kW,用于儲存的時長為 12h。根據(jù)實際加工情況,對這一批齒輪加工所消耗的物料與能源進行統(tǒng)計,見表 3。

其中,刀具的質(zhì)量為 2kG,壽命值為 48h,加工時間共計 4.7h,切削液總使用量為 13L,一般更換周期為 2 個月。
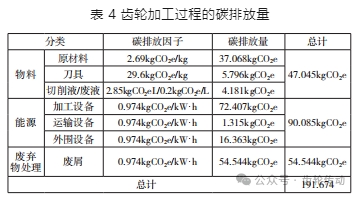
碳排放量化計算
根據(jù)齒輪加工過程的碳排放計算模型,將上述數(shù)據(jù)帶入各項公式,可得該實際加工產(chǎn)生的各環(huán)節(jié)的碳排放,將個部門進行求和可得該齒輪加工過程中的碳排放總量,具體數(shù)據(jù)見表 4。
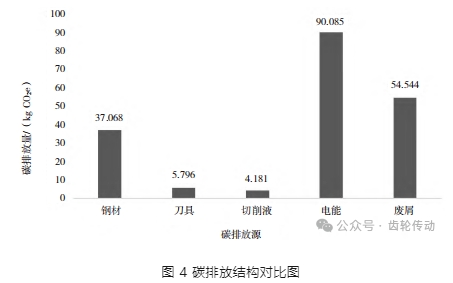
碳排放結(jié)構(gòu)分析
將上述數(shù)據(jù)根據(jù)碳排放源的分類轉(zhuǎn)化為更直觀的圖表,如圖 4 所示。可清晰看到,在能源消耗這個源頭上,電能是所有碳排放結(jié)構(gòu)中占比最高的一項,幾乎貫穿整個齒輪加工過程,包括用電熔爐處理廢屑這一環(huán)節(jié)。
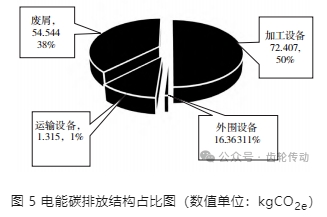
對電能消耗結(jié)構(gòu)情況進行進一步分析可知,數(shù)控機床進行加工時消耗的電能占總電耗的 50%,是電能碳排放的主要源頭,其次是用電熔爐對廢屑進行燃燒處理所消耗的電能,占總電耗的 38%,主要原因是電熔爐為高耗設(shè)備。此外,自動小車耗電最低,碳排放量占比也最低,但為了保證核算完整性,仍不可忽略。其他占比情況如圖 5 所示。
四、結(jié)語
該文采用碳排放系數(shù)法對齒輪加工過程中產(chǎn)生的碳排放進行量化計算,并根據(jù)生產(chǎn)的各部分建立了碳排放計算模型,但其計算精度依賴于碳排放清單的完整性和精準(zhǔn)性。因此為了更客觀地計算出齒輪加工過程中產(chǎn)生的碳排放量,首先,分析該車間碳排放源,對各源頭進行分類,分為 3 類源頭,即物料消耗、能源消耗和廢棄物處理。其次,規(guī)定需要核算的范圍,建立齒輪加工碳排放的計算邊界,以免過度、重復(fù)核算。最后,根據(jù)邊界系統(tǒng)對各環(huán)節(jié)進行物料、能源使用分析,得到一份完整的碳排放清單。并對實際的齒輪加工情況進行碳排放量化分析,將生產(chǎn)數(shù)據(jù)帶入計算模型,得出實際的碳排放量。
分析實際計算結(jié)果可知,電能是影響汽車變速器齒輪加工車間碳排放的最主要因素之一,因此,優(yōu)化電能消耗是企業(yè)取得節(jié)能減碳顯著成果的關(guān)鍵。基于此,提出以下減排的展望觀點 :1)提高清潔能源使用占比,使用低能耗清潔設(shè)備,引進面向綠色制造的工藝技術(shù),如光伏發(fā)電系統(tǒng)和風(fēng)力發(fā)電系統(tǒng)、干式切削技術(shù)等。2)提高生產(chǎn)管理水平,樹立低碳節(jié)能意識,如使用精益生產(chǎn)思想提高生產(chǎn)線的產(chǎn)能效率、提高設(shè)備和能源的利用率、使用準(zhǔn)時化生產(chǎn)方式對產(chǎn)線進行整改并建立物料和能源管理系統(tǒng),實現(xiàn)能耗可視化。
參考文獻略.