各位粉絲朋友們,歡迎閱讀本期小編推送的《齒輪精密塑性成形理論技術裝備研究與應用》文章。文章主要介紹了齒輪精密成形典型裝備及產線和齒輪無切削擺輾精密成形和鍛造精密成形應用情況。為高性能齒輪無切削成形制造技術裝備研究與應用提供了參考。
齒輪精密塑性成形制造技術具有節能、節材、高效和優質等特點, 是高性能齒輪技術發展方向。
本篇文章因篇幅較長,特安排兩期推送。
本期推出:齒輪精密塑性成形理論技術裝備研究與應用(一)
齒輪是傳動系統的核心基礎件, 被廣泛應用于機械、汽車、航空航天裝備等領域。齒輪傳統制造技術為切削加工, 其材料利用率低、加工周期長, 特別是金屬流線切斷, 損害齒輪性能, 無法滿足高端裝備發展需求。齒輪精密塑性成形制造技術具有節能、節材、高效和優質等特點, 是高性能齒輪技術發展方向。闡述了齒輪精密塑性成形理論方法, 分析了國內外圓錐直齒輪、圓柱直齒輪和圓柱螺旋/ 斜齒輪精密成形技術特點; 介紹了齒輪精密成形典型裝備及產線, 總結了齒輪無切削擺輾精密成形和鍛造精密成形應用情況。此外, 展示了圓錐螺旋齒輪多自由度包絡成形和非圓齒輪鍛造成形新方法, 為高性能齒輪無切削成形制造技術裝備研究與應用提供了參考。
齒輪是傳遞運動和動力的核心基礎件, 在航空、航天、高鐵、風電和汽車等領域有著廣泛應用, 齒輪性能直接決定了高端裝備的運行性能、服役壽命、安全性和可靠性。根據齒輪節曲面結構特點, 齒輪可以分為圓齒輪和非圓齒輪。圓齒輪的節曲面是旋轉曲面, 包括圓錐直齒輪、圓柱直齒輪、圓柱螺旋/ 斜齒輪和圓錐螺旋齒輪等。非圓齒輪的節曲面是非旋轉曲面, 包括非圓柱直齒輪、非圓錐直齒輪和非圓錐螺旋齒輪等。目前, 齒輪制造方法主要有切削加工和精密塑性成形兩大類。齒輪切削加工方法是將齒輪毛坯通過插齒、銑齒、刨齒、滾齒、磨齒和珩齒等切削加工工藝獲得齒形, 切削加工切斷了齒形部分金屬纖維, 導致加工齒輪金屬流線不連續, 損害了齒輪機械性能, 嚴重影響了齒輪服役壽命。此外, 切削加工齒輪還存在材料利用率低、生產效率低、制造周期長以及制造成本高等問題。
齒輪精密塑性成形是將齒輪毛坯通過設計帶齒形的模具在壓力機的作用下, 使材料發生塑性變形充填齒形型腔獲得齒形, 而齒面不需切削加工或僅需少許磨削精加工即可進行使用的齒輪先進制造技術, 是一種凈成形或近凈成形制造方法。齒輪精密塑性成形技術不但具有節材、節能、低成本及高效率等顯著優勢, 而且有助于在齒輪內部形成致密、均勻的材料組織, 金屬流線沿齒形輪廓連續合理分布, 顯著提高齒輪的耐磨損、抗腐蝕能力及根部的彎曲強度, 大幅提升齒輪的疲勞性能, 是高性能齒輪抗疲勞制造技術的發展方向。齒輪精密塑性成形技術主要有精鍛、擺輾、擠壓、滾壓和精沖等。我國齒輪精鍛技術的研究始于 20 世紀 70 年代, 目前已廣泛應用于汽車、農機及工程機械等齒輪制造。20 世紀 70 年代, 武漢理工大學與武鋼粉末冶金公司合作用粉末冶金精密熱鍛成形了世界最大重量 25 kg 軋鋼機滾道圓錐直齒輪; 上海汽車齒輪廠用熱精鍛成形汽車差速器圓錐直齒輪。20 世紀 80 年代, 山東工業大學與青島精鍛齒輪廠合作開發了錐齒輪熱精鍛工藝。20 世紀 90 年代, 隨著汽車工業發展, 對汽車齒輪的高強輕質要求越來越高。武漢理工大學開發了圓錐直齒輪冷擺輾精密成形技術, 用于乘用車行星齒輪、半軸齒輪及結合齒輪等生產, 齒形精度達到 6~ 7 級, 取消了齒形后續磨削加工, 首次實現了齒形無切削成形制造, 生產效率達到每分鐘 6 ~ 10 件, 大幅度提高了齒輪疲勞壽命和生產效率。進一步, 武漢理工大學、華中科技大學與江蘇太平洋精鍛科技公司等合作, 將齒輪冷擺輾技術擴展到熱精鍛, 進而發展了熱精鍛+冷擺輾等齒輪復合精密成形技術, 并開發了系列齒輪精密成形自動化產線。21 世紀初, 武漢理工大學在非圓錐直齒輪設計、成形制造和精度控制等方面進行了深入研究, 取得了重要進展。近年來, 武漢理工大學針對難變形材料航空齒輪精密成形, 發明了多自由度包絡成形新方法, 實現了航空圓錐螺旋齒輪和面齒輪包絡精密成形。
隨著我國航空航天、國防武器裝備發展, 對齒輪傳動性能提出了更高要求, 因此迫切需要發展高性能長壽命齒輪精密成形制造技術。本文從齒輪精密塑性成形理論、技術、裝備與應用等方面進行總結, 為高性能齒輪精密塑性成形制造研究與應用發展提供了參考。
一、齒輪精密塑性成形理論
齒輪精密塑性成形理論研究主要有采用塑性力學解析法分析速度場和成形載荷、采用剛塑性/ 剛粘塑性有限元法研究齒輪宏微觀變形規律和工藝參數優化、采用彈塑性有限元法研究齒形成形精度影響規律和控制方法等。
齒輪成形塑性力學解析法
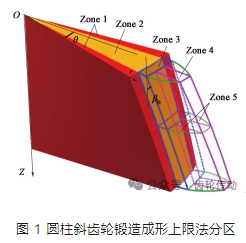
成形載荷可以用來確定模具材料、設備噸位等參數, 是齒輪塑性成形重要的力能參數。國內外學者針對圓柱齒輪精鍛成形工藝特點, 基于簡化漸開線齒輪形狀, 采用上限法、滑移線法及主應力法等塑性力學解析方法建立齒輪塑性成形載荷預測方法。圖 1 所示為圓柱螺旋/ 斜齒輪閉式鍛造中使用上限法對塑性變形區進行分區求解其成形載荷。雖然通過解析法從理論上可以預測齒輪精密塑性成形載荷, 但由于齒輪塑性成形過程復雜, 理論計算過程復雜, 工業應用不便。
齒輪成形有限元法
金屬塑性成形有限元法根據材料本構關系不同可分為彈塑性有限元法和剛塑性/ 剛粘塑性有限元法。彈塑性有限元法適用于同時考慮彈性變形和塑性變形的成形工藝; 剛塑性/ 剛粘塑性有限元法適用于可忽略彈性變形的成形工藝。近 30 年來, 隨著計算機技術的發展, 學者們廣泛采用剛塑性/ 剛粘塑性、彈塑性有限元法模擬齒輪精密塑性成形過程,揭示其宏微觀變形規律、成形機理、溫度場分布和力能參數變化等。
在齒輪精密塑性成形技術中, 如齒輪鍛造成形、滾壓成形、擠壓成形和擺輾成形等, 在成形時金屬材料產生較大的塑性變形, 而彈性變形極小, 可忽略不計, 因此將變形材料視為剛塑性材料或剛粘塑性材料。齒輪剛塑性有限元法可用來模擬剛塑性硬化材料的齒輪精密塑性成形過程, 如通過建立齒輪冷成形剛塑性有限元模型, 模擬齒輪冷鍛過程分析齒輪變形特點和變形規律等。齒輪剛粘塑性有限元法適用于模擬剛粘塑性材料齒輪精密塑性成形過程, 并且可以進行變形與傳熱的熱力耦合分析, 如通過建立齒輪熱成形剛粘塑性有限元模型可以研究齒形充填特點、溫度場分布、變形和傳熱的耦合效應等。
彈塑性有限元理論同時考慮變形零件的彈性變形和塑性變形, 彈性區采用虎克定律, 塑性區采用 Prandte-Reuss 方程和 Mises 屈服準則。為了準確預測模具彈性變形和成形齒輪的彈性回復過程, 提高齒輪成形精度, 需要使用彈塑性理論。即在模擬齒輪塑性成形過程中, 將坯料定義為彈塑性體, 模具定義為彈性體, 并進行數值模擬分析, 不但可以揭示齒輪塑性變形特點, 而且可以表征齒輪彈性回復和模具彈性變形對成形齒輪精度的影響程度。
1.材料本構關系確定
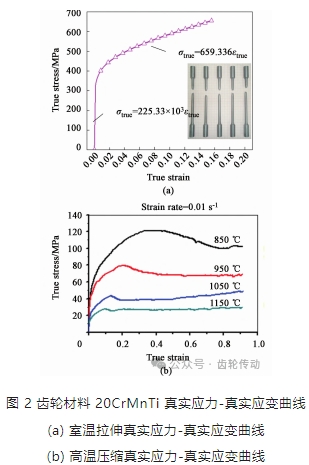
利用單向室溫拉伸實驗和高溫熱壓縮實驗得到材料真實應力-真實應變曲線, 然后通過擬合方法得到齒輪本構方程, 圖 2 所示分別為齒輪鋼 20CrMnTi 利用 Zwick Z100 電子萬能材料試驗機和 Gleeble-3500 熱壓縮模擬機得到的室溫和高溫真實應力-真實應變曲線。從圖 2a 可知, 20CrMnTi齒輪材料在室溫下真實應力隨真實應變的增大而增大; 從圖 2b 可知, 20CrMnTi 齒輪材料在應變速 率為 0. 01 s -1 時, 其高溫變形真實應力隨著真實應變的增大先增大到峰值然后減小隨后趨于穩定, 且溫度越高, 其真實應力越小。
2.有限元網格模型建立
網格劃分是對幾何模型進行離散化處理, 是有限元前處理過程中的重要環節, 合理的網格劃分能夠保證計算結果準確性。齒輪形狀復雜, 增加網格單元數量可以更好地描述齒輪表面, 增加模擬結果的準確性, 但是隨著網格數量的增加, 會花費大量的模擬時間; 而網格單元數太少, 一方面會導致最終成形的零件的形狀很差, 另一方面會由于網格畸變而導致計算失敗, 因此需要合理劃分齒輪網格數量。如圖 3a~圖 3c 所示, 均勻劃分網格時, 隨著網格數量增多, 齒形模擬成形的質量較好, 但是齒輪精密塑性成形時, 齒形部分是塑性變形的大變形區也是齒輪成形過程中重點研究的區域, 而中間部分材料的變形很小且近似于作剛性移動。因此, 可采用局部細化網格的方法, 對齒形部分劃分較密的網格, 而對中間變形較小的坯料設置較稀疏的網格, 如圖 3d 所示。

3.邊界條件處理
摩擦邊界條件:在齒輪塑性成形過程中, 變形坯料與模具型腔之間會產生摩擦, 摩擦會影響金屬的流動, 進而對工件的成形質量、成形載荷及模具壽命等造成影響。因此, 在齒輪塑性成形有限元模擬中, 需要正確處理邊摩擦界條件, 選擇合理的摩擦模型。目前, 工程中最常用的摩擦模型是剪切摩擦模型和庫侖摩擦模型。庫倫摩擦模型不考慮接觸面上的粘合現象, 認為接觸面上的摩擦力與接觸面上的正壓力成正比, 一般適用于描述板成形中的摩擦條件。剪切摩擦模型認為剪切摩擦力由剪切屈服應力 k 和摩擦因數 m 所確定, 常適用于描述體積成形中的摩擦條件。齒輪精密成形屬于大變形過程, 常采用剪切摩擦條件來處理毛坯與模具間的摩擦邊界, 摩擦因數根據所采用的潤滑劑不同而取不同的值。坯料與模具之間的接觸界面設置成剛體-柔體的接觸類型, 即將模具定義為剛體, 將坯料定義為柔體。齒輪冷成形、溫成形和熱成形通常取摩擦因數分別為 0. 12、 0. 25 和 0. 30。
傳熱邊界條件:在齒輪熱變形和溫變形過程中, 模具與坯料之間由于存在溫度梯度, 所以存在熱量傳輸, 即坯料通過接觸面以對流或熱傳導的方式向模具傳熱。另外, 由于模具與坯料溫度與周圍環境溫度之間也存在差異, 因此, 坯料與模具和周圍環境之間也會以輻射的形式進行換熱。同時, 由于模具與坯料的接觸面上存在相對滑動, 因此還存在摩擦生熱。為了準確地利用有限元方法分析齒輪溫成形過程中溫度場的變化, 必須事先定義坯料、模具初始溫度以及各種材料的表面傳熱系數和輻射換熱系數等, 以便齒輪熱成形過程中坯料和模具的熱量傳遞可以通過導熱、對流換熱和熱輻射等傳熱理論公式進行計算。
4.齒輪成形有限元模型建立
在確定了齒輪材料模型和邊界條件模型后, 選擇塑性成形模擬軟件 (如 DEFROM-3D、Abaquas、Simufact 等軟件) 建立齒輪成形的有限元模型。若研究齒輪冷成形工藝 , 則需建立室溫材料硬化模型; 或者在軟件材料庫中選擇相應的材料模型, 導入坯料和模具幾何模型, 劃分坯料網格, 將坯料定義為變形體, 模具定義為剛體, 定義模具初始速度場和摩擦邊界條件, 建立齒輪剛塑性有限元模型。若進行齒輪溫成形或者熱成形分析, 則需要導入高溫材料粘塑性模型或者在軟件材料庫中選擇相應的材料模型, 且還需要定義傳熱邊界條件, 建立齒輪剛粘塑性有限元模型或者變形-傳熱耦合的有限元模型。若研究齒輪成形精度, 則需建立彈塑性有限元模型來分析齒輪成形過程中的成形齒輪或者模具彈性變形行為。
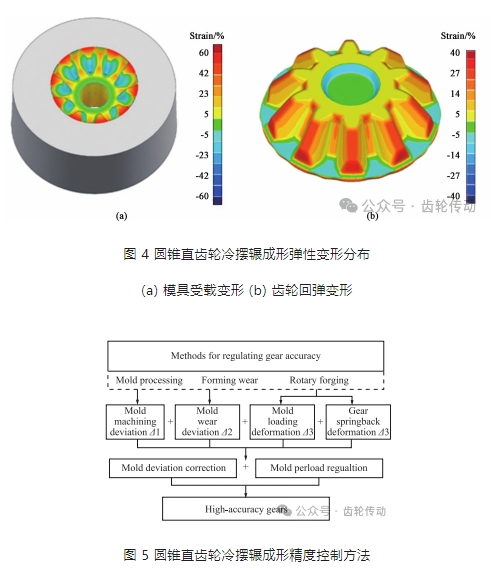
武漢理工大學華林教授團隊提出用齒面綜合偏差來評價圓錐直齒輪冷擺輾變形齒形精度, 通過建立圓錐直齒輪冷擺輾變形彈塑性有限元模型, 分析得到圓錐直齒輪冷擺輾成形過程中齒形凹模受載產生的彈性變形以及成形齒輪回彈變形的分布, 如圖 4 所示。根據圓錐齒輪冷擺輾變形過程中影響齒形精度的因素, 結合彈塑性有限元理論揭示圓錐直齒輪冷擺輾模具加工精度-模具彈性變形-齒輪成形精度之間的傳遞規律, 從而建立了圓錐直齒輪冷擺輾成形精度預測模型, 如式 (1) 所示; 還提出了基于模具加工-模具預緊-冷擺輾工藝參數協同調控的直齒錐齒輪冷擺輾成形精度控制新方法, 如圖 5 所示。
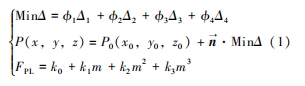
式中: Δ1 、Δ2 、Δ3 和 Δ4 分別為模具加工偏差、模具磨損偏差、模具受載變形偏差和齒輪回彈變形偏差; ?1、?2 、?3 和 ?4 分別為模具加工偏差、模具磨損偏差、模具受載變形和齒輪回彈變形的系數; P0 (x0 , y0 , z0 ) 為模具偏差修正前的齒面點坐標; P(x, y, z) 為模具偏差修正后的齒面點坐標; n 為齒面法向量; FPL 為模具預緊力; k0 為初始預緊力; k1 、k2 和 k3 為預緊力相關的系數; m 為鍛造次數。
二、齒輪精密塑性成形技術
齒輪精密塑性成形技術按照成形溫度不同可以分為熱精鍛、冷精鍛、溫精鍛和復合精鍛等。根據不同類型齒輪齒形結構特點的不同, 國內外眾多學者從模具結構設計方面針對各種類型的齒輪進行了大量的研究, 開發了多種齒輪精密塑性成形技術, 主要有閉式鍛造、分流鍛造、浮動凹模鍛造、擠壓成形、擺輾成形、滾壓成形以及各種成形技術組合的復合成形技術等, 如圖 6 所示。
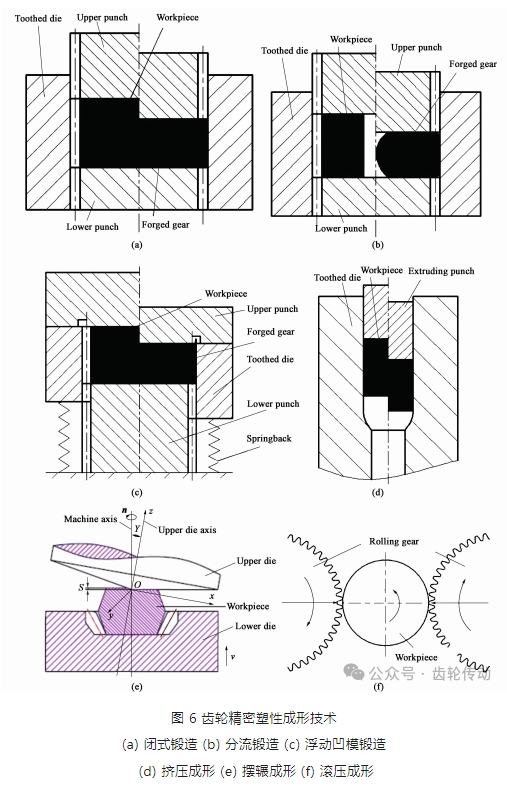
閉式鍛造是在上凸模軸向力作用下, 使金屬坯料在齒形凹模型腔內發生鐓粗變形, 徑向流動逐步充滿齒形型腔。KONDO K 和 OHGA K首先提出, 分流鍛造是在金屬坯料上開設分流孔, 使得金屬材料在向齒形流動的同時也向分流孔流動, 從而避免了齒形充滿時成形力陡增的問題。在此基礎上, 國內學者開發了約束分流、向內分流等分流方法。浮動凹模鍛造是在凹模下面設置諸如彈簧一類的彈性元件, 成形時凹模可與凸模一起向下運動, 坯料與凹模間的摩擦力轉變成了促使金屬流動的有效動力, 解決了固定凹模成形時齒輪下端齒部充填困難的問題, 從而提高了齒輪下端角隅充填質量。齒輪擠壓成形是利用實心或空心圓柱體坯料在擠壓凸模的作用下, 沿金屬凹模齒形線的方向擠出, 從而獲得所需要的齒輪。擺輾成形利用圍繞機器主軸做旋轉運動的圓錐形上模在工件上連續不斷地滾動輾壓, 進而連續對工件施加局部壓力使工件發生變形, 最后達到整體成形齒輪的目的。滾壓成形是利用一對或多對參數相同的滾壓齒輪以恒定的進給速度徑向擠壓坯料, 產生摩擦力矩帶動工件旋轉, 使工件外圓產生塑性變形, 并逐漸擠入工件, 借助范成運動形成齒形。
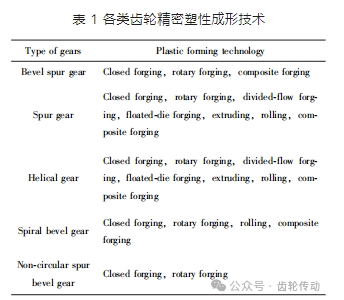
圓錐直齒輪、圓柱直齒輪、圓柱螺旋/ 斜齒輪、圓錐螺旋齒輪和非圓錐直齒輪等不同的齒輪類型齒形特點不同, 采用的精密塑性成形技術不同, 具體如表 1 所示。
齒輪熱精鍛成形技術
熱精鍛技術是將坯料加熱到再結晶溫度以上, 在模具作用下坯料發生塑性變形填充型腔成形零件的技術。熱精鍛成形材料變形抗力低、塑性好, 容易成形比較復雜的工件。齒輪熱精鍛技術源于 20 世 紀 50 年代, 是由德國人最先開始用閉式熱模鍛方法成形圓錐直齒輪。圓錐直齒輪是一種能夠傳遞相交軸間運動和扭矩的重要傳動零件, 具有高效、穩定及噪聲小等優點, 在汽車、機床等領域有著廣泛的應用。由于圓錐直齒輪齒形在背錐上, 相對于其他類型齒輪成形好, 是國內外學者研究最早、發展最快、最先實現塑性成形的一類齒輪, 圖 7 所示為圓錐直齒輪精密塑性成形技術。

我國齒輪熱精鍛成形技術研究始于 20 世紀 70 年代, 從熱鍛圓錐直齒輪成形工藝、模具設計、工藝參數優化等方面進行了大量的研究。為了保證齒形的充填, 齒輪熱精鍛技術一般需要預鍛、終鍛及切飛邊才能完成。直齒錐齒輪熱精鍛精度一般為 9~10 級, 現已用于大批量生產載貨商用車、拖拉機、農業機械及工程機械等行星錐齒輪、半軸錐齒輪。在此基礎上, 一些高校、研究院所、工廠企業還研究探索了圓柱直齒輪、圓柱螺旋/斜齒輪和圓錐螺旋齒輪熱精鍛成形技術。
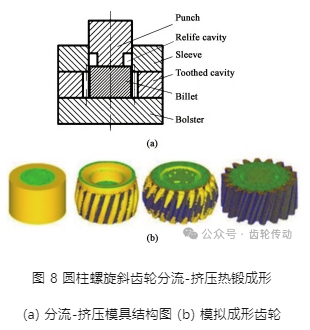
由于圓柱直齒輪、圓柱螺旋/ 斜齒輪齒形在圓柱面上, 且在鍛造中金屬材料的塑性流動方向垂直于其受力方向, 因此其齒形比錐齒輪更難形成, 而且閉式鍛造成形的最后階段存在成形力急劇增大、角隅難以充滿及模具壽命低等問題, 尤其是圓柱螺旋/ 斜齒輪齒形呈螺旋形狀, 材料流動更復雜, 因此圓柱直齒輪、圓柱螺旋/ 斜齒輪熱精鍛成形的應用還存在較大困難。為了降低圓柱齒輪閉式模鍛最后階段成形載荷、改善金屬材料流動, 國內外許多學者將分流減壓工藝和閉式鍛造工藝相結合的分流鍛造技術用于成形圓柱直齒輪、圓柱螺旋/ 斜齒輪, 即在坯料或者凸模上開設分流孔, 在分流鍛造成形過程中, 坯料在充滿模膛的同時, 部分坯料流向分流孔, 從而來改善材料的流動、降低成形載荷。圖 8 所示為武漢理工大學設計的帶凸臺的凸模結構在熱鍛成形時與坯料形成分流空腔的圓柱螺旋/ 斜齒輪分流- 擠壓熱鍛成形工藝圖。馮瑋等和秦飛研究了不同尺寸分流空腔對成形載荷、等效應變分布的影響, 結果表明: 合理的分流腔設計可以有效減小成形載荷, 改善等效應變分布的均勻性, 進一步通過建立變形-傳熱-微觀組織耦合有限元模型, 揭示了圓柱螺旋/ 斜齒輪分流-擠壓宏微觀變形規律和耦合影響規律。
在齒輪熱精鍛成形過程中, 坯料表面強烈的氧化作用導致成形齒輪表面質量和尺寸精度較低, 因此熱精鍛成形主要用于齒形精度要求較低的商用車、拖拉機、農用車行星錐齒輪和半軸錐齒輪以及一些電動工具圓錐螺旋齒輪的生產制造。對于齒形精度較高的乘用車齒輪, 熱精鍛還不能應用于成形制造。
齒輪冷精鍛成形技術
冷精鍛成形是坯料在室溫下發生塑性變形, 填充型腔, 從而成形各種形狀零件的精密鍛造工藝。冷精鍛成形避免了高溫氧化、熱脹冷縮等幾何誤差, 其成形零件幾何精度高、表面質量好, 是高性能高 精度乘用車齒輪特別是圓錐直齒輪的主要成形制造技術。乘用車錐齒輪冷精鍛成形技術主要有齒輪閉式冷精鍛成形和齒輪冷擺輾精密成形等。
齒輪閉式冷精鍛成形技術
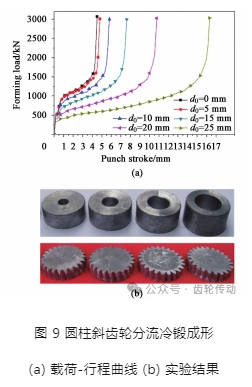
齒輪閉式冷精鍛成形是坯料在室溫下在密閉模具型腔中發生塑性變形并充滿型腔。齒輪閉式冷精鍛成形技術一般分為制坯和成形兩工步, 工藝流程短, 成形精度高, 且金屬流線沿齒廓連續分布, 齒輪力學性能好。但是齒輪閉式冷精鍛成形工藝變形抗力大, 需要的設備噸位大, 而且齒形填充效果差。國內外許多學者針對圓錐直齒輪、圓柱直齒輪和圓柱螺旋/ 斜齒輪冷鍛成形工藝中齒形填充過程、模具失效形式以及成形缺陷等方面進行了大量探索研究。齒輪浮動凹模鍛造技術是將凹模設計成浮動運動的一種閉式冷精鍛工藝, 通過在凹模下面設置彈性元件, 在成形過程中凸模、凹模和坯料一起運動, 將凹模和坯料之間產生的摩擦力轉變為促進坯料充填型腔的積極摩擦力來減小金屬流動的摩擦阻力, 從而有效降低成形載荷和提高齒形填充效果。依據浮動凹模原理, 可以通過調控凸模和凹模之間的相對速度來調整凹模和坯料之間的摩擦力的大小和方向, 進而調控金屬流動過程、成形載荷、齒形填充效果以及成形缺陷等。為了降低齒輪閉式冷精鍛成形載荷, 改善齒形充填效果, 一些學者采用分流鍛造技術成形圓柱直齒輪、圓柱斜齒輪。CHOI J C 等提出了內腔分流成形圓柱直齒輪的方法來提高齒形的填充效果。寇淑清等和 WANG G C 等分別提出了閉式鐓擠-約束孔分流兩步成形 法、閉式模鍛-向內分流法和預鍛分流區-分流終鍛工藝成形直齒圓柱齒輪, 不但顯著降低了成形力, 而且明顯改善了齒形充填效果。FENG W 等通過設計不同分流孔徑的坯料, 實現了圓柱螺旋/ 斜齒輪冷精鍛成形, 圖 9 為不同分流孔徑下齒輪成形載荷變化曲線以及成形樣件。由于齒輪冷精鍛成形載荷大, 主要用于小模數汽車圓錐直齒輪成形制造。
未完待續
參考文獻略.