作為典型的表面強(qiáng)化技術(shù),噴丸強(qiáng)化被廣泛應(yīng)用于齒輪等重要金屬部件的表面強(qiáng)化中,具有顯著的強(qiáng)化效果、實(shí)施方便、適應(yīng)面廣和能耗低的優(yōu)點(diǎn)。噴丸強(qiáng)化技術(shù)是通過(guò)丸流高速運(yùn)動(dòng)不斷沖擊材料表面,細(xì)化材料表層,優(yōu)化表層材料組織結(jié)構(gòu),明顯增強(qiáng)其硬度和耐磨性。但從目前噴丸技術(shù)應(yīng)用情況來(lái)看,由于工作人員對(duì)齒輪拋丸強(qiáng)化機(jī)理認(rèn)識(shí)不清,拋丸工藝參數(shù)合理性有待提升,導(dǎo)致表面粗糙度較高,給噴丸技術(shù)加工帶來(lái)較強(qiáng)不確定性。工作人員不清楚拋丸強(qiáng)化機(jī)理,往往結(jié)合自身經(jīng)驗(yàn)選擇噴丸工藝參數(shù),降低整個(gè)加工效果。因此,在齒輪噴丸強(qiáng)化方面,必須注意工藝參數(shù)的合理選擇,避免過(guò)噴和欠噴現(xiàn)象的發(fā)生。
一、齒輪噴丸加工流程
齒輪噴丸加工是一種常見(jiàn)的表面處理方法,用于清除齒輪表面的油污、氧化層和其他雜質(zhì),以提高齒輪的表面質(zhì)量和使用壽命。下面將詳細(xì)介紹齒輪噴丸加工的流程。
首先,準(zhǔn)備噴丸機(jī)。噴丸機(jī)是用來(lái)將噴丸材料加速至一定速度,沖擊到齒輪表面的設(shè)備。根據(jù)實(shí)際情況選擇適當(dāng)?shù)膰娡璨牧希R?jiàn)的噴丸材料有鑄鋼丸、切絲鋼丸、玻璃丸等。
其次,將待處理的齒輪放入噴丸機(jī)的工作室中。在放入前,要將齒輪的表面清潔干凈,以確保噴丸效果。當(dāng)齒輪放入工作室后,關(guān)閉噴丸機(jī)的門,并啟動(dòng)設(shè)備。通過(guò)控制噴丸機(jī)的氣流和加速裝置,將噴丸材料加速并沖擊到齒輪表面。這個(gè)過(guò)程會(huì)產(chǎn)生很大的壓力和沖擊力,將齒輪表面的污垢和不良層剝離下來(lái)。待過(guò)程完成后,打開(kāi)噴丸機(jī)的門,取出噴丸后的齒輪,這時(shí)齒輪表面應(yīng)該已經(jīng)清潔干凈,沒(méi)有雜質(zhì)和氧化層。
最后,對(duì)噴丸后的齒輪進(jìn)行檢查。檢查齒輪表面是否清潔完整,是否達(dá)到圖樣要求的覆蓋率和噴丸強(qiáng)度。整個(gè)齒輪噴丸加工流程完成后,可以根據(jù)需要進(jìn)行后續(xù)處理,如振動(dòng)拋光、涂層等。這些工序可以進(jìn)一步提升齒輪的表面質(zhì)量和使用壽命。
綜上所述,齒輪噴丸加工是一種常用的表面處理方法,通過(guò)沖擊和清除齒輪表面的雜質(zhì)和不良層,使其表面達(dá)到一定的質(zhì)量要求,提高表面的接觸疲勞強(qiáng)度。這種加工流程簡(jiǎn)單高效,可以大幅度提高齒輪的使用壽命和運(yùn)行效率。
二、表面完整性參數(shù)表征
材料微結(jié)構(gòu)測(cè)量
同硬度試驗(yàn)一樣,在進(jìn)行磨光、拋光操作前,都要用電火花線切割機(jī)進(jìn)行切割。應(yīng)用4%硝酸酒精液腐蝕金相組織測(cè)定,待腐蝕完全完成后,立即用清水沖洗干凈,再用酒精沖洗干凈,即可用電吹風(fēng)吹干。目前晶粒腐蝕液配比主要有洗衣粉少量,開(kāi)水100ml,苦味酸4g。在配置過(guò)程中,要將苦味酸加入燒杯中,通過(guò)玻璃棒導(dǎo)入開(kāi)水,混合適量洗衣粉,手工持續(xù)攪拌,直到其發(fā)泡。同時(shí),將提前選擇試樣放到燒杯,觀察目標(biāo)面朝上,腐蝕時(shí)間控制20 min,時(shí)刻觀察表面腐蝕黑色物質(zhì),避免影響整體腐蝕效果,直到發(fā)現(xiàn)其表面由灰變黑時(shí),才能將試樣撈出,并用酒精沖洗干凈,等到清洗完成后,將試樣表面吹干。另外,放在拋光機(jī)上進(jìn)行手動(dòng)拋光,放在金相顯微鏡上觀察晶粒行政,如果發(fā)現(xiàn)晶界痕跡不明顯,要多進(jìn)行幾次拋光。
表面粗糙度測(cè)量
美國(guó)RTEC公司研制出的多功能摩擦磨損試驗(yàn)機(jī),可用于測(cè)量表面粗糙度的,其配備Mesh-Stress軟件,配合測(cè)試儀使用。測(cè)試操作步驟:首先,將光源調(diào)整成白光,選擇十倍鏡面文件,通過(guò)手柄進(jìn)行粗調(diào),調(diào)整鏡頭高,增加界面顯示圖像的清晰度。鏡頭高度的精細(xì)調(diào)整使用軟件和零點(diǎn)的設(shè)置。其次,當(dāng)出現(xiàn)白光條紋時(shí),將鏡頭往上調(diào)整,調(diào)整至恰好從畫面上方消失的白光條紋往上調(diào)整。最后,向下調(diào)整鏡頭,直到畫面下方的白光條紋剛剛消失,調(diào)整到最下面的位置,點(diǎn)擊操作按鈕,開(kāi)始掃描地區(qū)地表形狀,將BCRF文件拖入到指定區(qū)域,即可開(kāi)啟形貌測(cè)量結(jié)果。
顯微硬度測(cè)量
硬度為典型的綜合性能指標(biāo),可判斷物理量的大小,如塑性,塑性形變的強(qiáng)化率,彈性等。采用電火花線切割機(jī)進(jìn)行切割,選擇合理的斷面作為觀察對(duì)象,然后再進(jìn)行硬度測(cè)量。同時(shí),使用不同粒度砂紙打磨,打磨方向相同,在整個(gè)操作過(guò)程中加入適量的清水,以免在試樣表面出現(xiàn)明顯的劃痕。待試樣研磨工作完成后,將其置于 PG-1A220V 金相拋光機(jī)上進(jìn)行研磨,拋光機(jī)的工作性能可通過(guò)金剛石噴霧劑進(jìn)行改善,然后對(duì)拋光機(jī)表面進(jìn)行酒精溶液清洗。但在檢測(cè)硬度時(shí),應(yīng)采用維氏硬度計(jì)量器,其加載力為0.5kgf,加載時(shí)間為10s,并選擇深度方向的多個(gè)測(cè)點(diǎn)進(jìn)行測(cè)量,以求獲得硬度梯度分布的硬化層齒輪材料,以保證各測(cè)點(diǎn)間隔基本一致、間隔距離為100μm、測(cè)量深度為1mm(圖1)。

三、齒輪噴丸加工工藝對(duì)表面完整性的影響
噴丸強(qiáng)度對(duì)表面形貌的影響
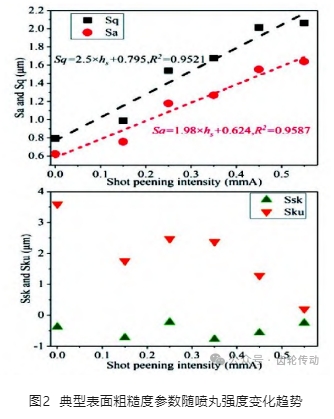
對(duì)取得試驗(yàn)表面形貌數(shù)據(jù)進(jìn)行分析,計(jì)算出相關(guān)粗糙度數(shù)據(jù),分析噴丸強(qiáng)度和試驗(yàn)粗糙度之間的關(guān)系。在沒(méi)有噴丸前,Sa為0.62 μm,隨著噴丸強(qiáng)度上升,Sa出現(xiàn)不同程度的增長(zhǎng),當(dāng)噴丸強(qiáng)度為0.55mA時(shí),Sa為1.64μm。同時(shí),Sq和Sa也出現(xiàn)相同變化規(guī)律,從未噴丸0.79μm提升到2.06μm。Sa和Sq變化趨勢(shì)如下公式:
根據(jù)分析發(fā)現(xiàn),通過(guò)噴丸后的齒面精細(xì)加工,可以合理控制表面粗糙度對(duì)接觸疲勞性能的影響,噴丸后會(huì)增加工件粗糙度,提高微觀點(diǎn)風(fēng)險(xiǎn)。并且可以通過(guò)油膜的厚度對(duì)RCF中的微點(diǎn)侵蝕進(jìn)行精確的預(yù)測(cè),所以越是厚度小的油膜越容易出現(xiàn)微點(diǎn)侵蝕的現(xiàn)象。通過(guò)噴丸處理后,對(duì)于機(jī)加工后直接運(yùn)轉(zhuǎn)的零件而言,可以改善潤(rùn)滑狀態(tài)。由于零件表面存在切削紋路,油膜形成較困難,因此適度的噴丸處理是必要的,過(guò)大的噴丸強(qiáng)度造成了油膜厚度降低,限制了潤(rùn)滑條件。綜上可知,應(yīng)選用較小的噴丸強(qiáng)度處理,在需要潤(rùn)滑的部件上,能使部件的運(yùn)轉(zhuǎn)狀況得到改善。如圖2所示。
噴丸強(qiáng)度對(duì)顯微硬度的影響
在進(jìn)行拋丸處理前后,樣品表面硬度發(fā)生變化,表層至次表層800μm處硬度值會(huì)因未拋丸處理時(shí)滲碳而波動(dòng),約710μm。但從表層到次表層800μm之間的硬度值經(jīng)過(guò)小強(qiáng)度拋丸處理后,在720um上下浮動(dòng)。隨著拋丸強(qiáng)度的增加,表層至次表層在拋丸強(qiáng)度達(dá)到0.25mA時(shí)逐漸呈遞減趨勢(shì),硬度值由表層逐漸降低到400 μm左右;硬度值也從730μm逐漸降低到710μm左右;在400μm至800μm之間的硬度值受到碳滲層影響,一直圍繞710 μm上下震蕩,之后逐步下降。同時(shí),表面硬度隨拋丸強(qiáng)度的不斷提高而逐漸提高,但深度為710μm的區(qū)域也逐漸加深,減小到710 μm的深度值。在0.55 mA的拋丸強(qiáng)度下,可以深達(dá)近600 μm。需要注意的是,噴丸處理會(huì)引起靶體的塑性變形以及晶粒細(xì)化等作用,造成冷作硬化。由于彈丸的撞擊能量較大,塑性變形層的深度會(huì)隨著噴丸強(qiáng)度的增加而增加,這將影響到硬度受影響的區(qū)域的深度。
噴丸強(qiáng)度對(duì)金相組織的影響
非噴丸試樣在接近表面的金相組織中含有大量的奧氏體殘留物,但殘余奧氏體的含量會(huì)在經(jīng)過(guò)0.15mA強(qiáng)度的藥丸處理后減少,并有一部分轉(zhuǎn)化為馬氏體(Masthalm)。同時(shí),黑馬氏體組織的含量會(huì)隨著藥丸強(qiáng)度的逐漸增加而逐漸增加,達(dá)到研究中觀察到的馬氏體含量最高值時(shí),藥丸強(qiáng)度達(dá)到0.55mA。然而,值得注意的是,顯示殘余奧氏體轉(zhuǎn)化為馬氏體的比例也隨著噴丸強(qiáng)度的提高而逐漸提高,物質(zhì)的疲勞性也會(huì)因此得到進(jìn)一步的改善。由于馬氏體的抗性較強(qiáng),相對(duì)于殘余奧氏體而言,噴丸處理能使?jié)B碳齒輪表面的組織狀態(tài)得到改善,從而使齒輪的疲勞壽命得到改善。
參考文獻(xiàn)略.