隨著工業(yè)的不斷發(fā)展,對傳動性能的要求也越來越高,原有的傳統(tǒng)傳動方式的局限性更加明顯。為了改善傳動性能,人們提出了各種新型的傳動方式。面齒輪傳動具有重量輕、重合度大、結(jié)構(gòu)緊湊、承載能力強(qiáng)等優(yōu)點,在空間交錯軸傳動場合中具有廣泛的應(yīng)用前景。例如美國軍方已將面齒輪應(yīng)用于阿帕奇直升機(jī)減速器上,傳動系統(tǒng)綜合性能得到大幅提高;奧迪公司在其新一代汽車上也使用了面齒輪傳動技術(shù),取得了良好效果。
為了使面齒輪能夠應(yīng)用于精密的傳動場合,必須保證其表面精度和光潔度。研究人員對采用漸開線碟形砂輪展成磨削面齒輪的方法進(jìn)行了相關(guān)的研究,提出了磨削加工理論,建立了機(jī)床模型,并進(jìn)行了相應(yīng)的加工試驗。另一方面,所使用砂輪的型面精度對于面齒輪的精度具有關(guān)鍵性的影響,因此對于砂輪用鈍后的修整,必須采用合理的方法,在砂輪修整過程中必須選擇合適的參數(shù),國內(nèi)外學(xué)者對漸開線砂輪的修整進(jìn)行了相應(yīng)的研究,提出了各種方法,分析了修整誤差對齒面精度的影響,但缺乏相應(yīng)的試驗以確定修整工藝參數(shù)對面齒輪表面粗糙度的影響。以表面粗糙度為控制目標(biāo),通過試驗研究修整工藝參數(shù)對面齒輪齒面粗糙度的影響規(guī)律,并建立了其數(shù)學(xué)模型,可為面齒輪磨削砂輪的修整提供參考,減少工藝參數(shù)調(diào)整的時間,提高加工效率。
一、面齒輪磨削加工原理
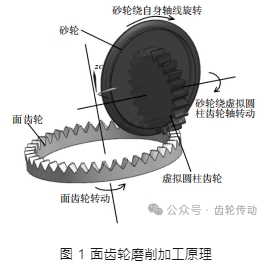
面齒輪磨削采用漸開線碟形砂輪,砂輪的型面與虛擬圓柱齒輪的一個齒一樣,均為漸開線形狀,如圖 1 所示。磨削過程中,砂輪除繞自身軸線轉(zhuǎn)動外,還繞虛擬圓柱齒輪軸線轉(zhuǎn)動,其角速度和面齒輪繞自身軸線轉(zhuǎn)動的角速度滿足展成比例關(guān)系。砂輪還需沿面齒輪徑向進(jìn)給,完成雙參數(shù)包絡(luò)運(yùn)動,得到面齒輪型面。完成一個齒面的磨削后進(jìn)行分度,加工下一個齒面。
二、漸開線碟形砂輪修整方法
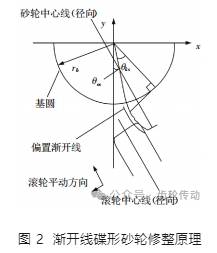
砂輪漸開線部分具有外凸的形狀,可采用帶有半徑為 R 的圓角的金剛滾輪進(jìn)行修整,修整時機(jī)床運(yùn)動軌跡為與砂輪截面漸開線法向偏置距離為 R 的偏置曲線,如圖 2 所示。圖示偏置漸開線方程為:

式中:rb—漸開線基圓;θos—漸開線初始位置角度;θks—漸開線展角。
根據(jù)偏置曲線方程,兩條平動軸的聯(lián)動即可實現(xiàn)機(jī)床修整軌跡的運(yùn)動。
三、砂輪修整工藝參數(shù)試驗研究
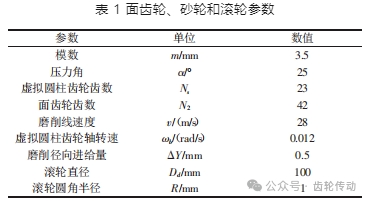
不同的砂輪修整工藝參數(shù)會導(dǎo)致砂輪形狀和特性的不同,進(jìn)而導(dǎo)致面齒輪齒面精度和粗糙度的不同。影響砂輪磨削性能的主要修整工藝參數(shù)有:滾輪與砂輪在相切點的線速度比 q、滾輪進(jìn)給速度 f(μm/r)、單次修整切深 ap(mm)。采用控制變量法對三個主要修整參數(shù)進(jìn)行研究,通過試驗分析其對面齒輪齒面粗糙度 Ra 的影響。試驗使用的面齒輪、砂輪和滾輪的相關(guān)參數(shù),如表 1 所示。砂輪粒度 120#,磨粒材料為綠碳化硅,結(jié)合劑材料為樹脂,硬度為 L。面齒輪磨削毛坯的材料采用 45 鋼,并經(jīng)過高頻淬火熱處理。
切點線速度比對面齒輪表面粗糙度的影響規(guī)律
切點處線速度比 q 定義為:滾輪在切點的線速度與砂輪在切點的線速度之比。兩者同向則修整方式為順修,兩者反向則為逆修。修整過程中,滾輪有沿砂輪徑向進(jìn)給的運(yùn)動,因此在砂輪漸開線上各點的線速度比都不同。
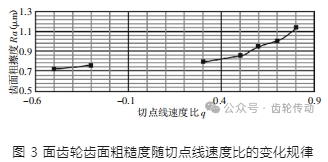
試驗數(shù)據(jù),如表 2 所示。其中滾輪進(jìn)給速度 f 均為0.769μm/r, 單次修整切深 ap 均為 0.02mm。
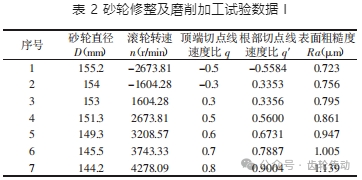
由試驗數(shù)據(jù)可得到面齒輪齒面粗糙度隨切點線速度比的變化規(guī)律,如圖 3 所示。
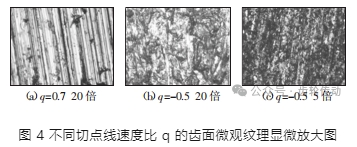
對不同線速度比得到的面齒輪齒面進(jìn)行微觀觀測,如圖 4 所示,可以發(fā)現(xiàn)順修時面齒輪齒面上的耕犁痕跡較為明顯,這是因為順修時擠壓起占主導(dǎo)作用,獲得的砂輪磨粒較為鋒利;而逆修時面齒輪齒面上的耕犁痕跡難以辨認(rèn),這是因為逆修時相對運(yùn)動速度較高,切削起主導(dǎo)作用,獲得的砂輪磨粒較為平整。
滾輪進(jìn)給速度對面齒輪表面粗糙度的影響規(guī)律
滾輪進(jìn)給速度 f 定義為:砂輪每轉(zhuǎn)一轉(zhuǎn)滾輪在砂輪截面上沿機(jī)床軌跡前進(jìn)的距離。滾輪的切削刃在砂輪上的運(yùn)動軌跡在微觀上呈螺旋狀。試驗數(shù)據(jù),如表 3 所示。其中,砂輪頂端的切點線速度比 q 均為 0.5,單次進(jìn)給切深 ap 均為 0.02mm。
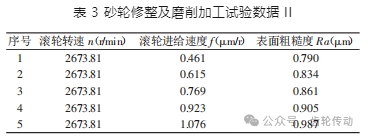
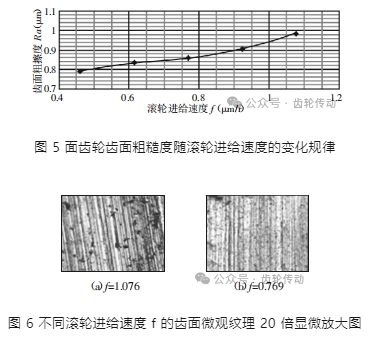
由試驗數(shù)據(jù)可以得到面齒輪齒面粗糙度隨滾輪進(jìn)給速度的變化規(guī)律,如圖 5 所示。對不同進(jìn)給速度 f 得到的面齒輪齒面進(jìn)行微觀觀測,如圖 6 所示。可以發(fā)現(xiàn) f 較大時,面齒輪耕犁溝槽之間的距離也較大,這是因為 f 越大,則修整力也越大,砂輪材料去除方式以結(jié)合劑的斷裂和磨粒的宏觀破碎為主,磨粒上切削刃之間的距離就越大;f 較小時,面齒輪耕犁溝槽之間的距離較小,這是因為 f 越小,修整力也越小,砂輪材料去除方式以磨粒的微觀破碎為主,磨粒上切削刃之間的距離就越小。
單次修整切深對面齒輪表面粗糙度的影響規(guī)律
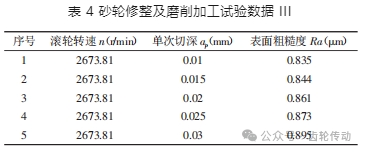
單次修整切深 ap 定義為:單次修整走刀后砂輪漸開線上各點沿該點法向的去除量。由于砂輪為漸開線形式,因此 ap 在砂輪輪廓上都不同。試驗數(shù)據(jù),如表 4 所示。其中,砂輪頂端的切點線速度比 q 均為 0.5,滾輪進(jìn)給速度 f 均為 0.769μm/r。
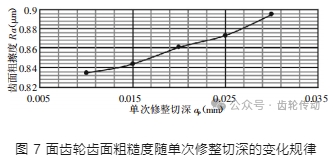
由試驗數(shù)據(jù)可以得到面齒輪齒面粗糙度隨單次修整切深的變化規(guī)律,如圖 7 所示。
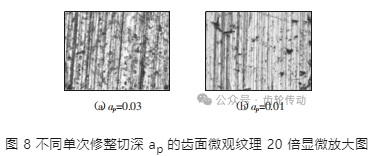
對不同單次修整切深 ap 得到的面齒輪齒面進(jìn)行微觀觀測,如圖 8 所示。可以發(fā)現(xiàn) ap 較大時面齒輪上耕犁痕跡較寬且深,而 ap 較小時面齒輪上耕犁痕跡較窄且淺,這是因為 ap 越大,修整力越大,修磨后的磨粒突出結(jié)合劑的高度也越大。
粗糙度在面齒輪齒面的分布規(guī)律
頂端切點線速度比 0.5,根部切點線速度比 0.56,滾輪進(jìn)給速度為 0.769μm/r,單次修整切深 0.02mm 的工藝參數(shù)獲得的面齒輪的齒面粗糙度,如圖 9 所示。
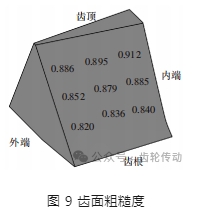
粗糙度從齒頂?shù)烬X根逐漸減小,這是因為砂輪根部對應(yīng)的磨削區(qū)域為面齒輪的齒頂,砂輪頂部對應(yīng)的磨削區(qū)域為面齒輪的齒根,而修整時砂輪根部和頂部的切點線速度比和單次修整切深均不同,其中線速度比起主要作用,而粗糙度又隨線速度比的增大而增大。粗糙度從外端到內(nèi)端逐漸增大,這是因為磨削時砂輪從外往里進(jìn)給,每次進(jìn)刀后均有一定磨損。
四、砂輪修整工藝參數(shù)計算數(shù)學(xué)模型
對試驗數(shù)據(jù)進(jìn)行分析,可初步建立粗糙度與三個修整工藝參數(shù)的指數(shù)關(guān)系模型:
為了獲得 k,c1,c2,c3 的值,通過多元線性回歸方法對模型進(jìn)行線性擬合,公式兩邊取對數(shù)得:
令 y=lnRa ,c0 =lnk,x1 =ln(0.9-q),x2 =lnf,x3 =lnap ,則模型可化為:
采用最小二乘法對實驗數(shù)據(jù)進(jìn)行多遠(yuǎn)線性回歸分析,可解得系數(shù)如下:
因此粗糙度與三個修整工藝參數(shù)的指數(shù)關(guān)系模型為:

表示回歸模型擬合程度的統(tǒng)計量為:r2 =0.9636,F(xiàn)=96.9508,與 F 對應(yīng)的概率 p<0.00001,線性回歸模型成立,能夠較好地預(yù)測面齒輪齒面粗糙度的值。根據(jù)齒面粗糙度預(yù)測模型進(jìn)行修整工藝參數(shù)優(yōu)化試驗。要求面齒輪齒面粗糙度低于 0.8μm。由于切點線速度比 q 和單次修整切深 ap 在漸開線各處不同且難以調(diào)整,因此以易于控制的滾輪進(jìn)給速度 f 為目標(biāo)參數(shù)進(jìn)行求取。通過修整時的砂輪外徑與漸開線參數(shù)計算出漸開線各點的切點線速度比 q 和單次修整切深 ap,并由式(5)計算出進(jìn)給速度 f,調(diào)整數(shù)控程序使 f 均勻變化。據(jù)此進(jìn)行修整試驗及面齒輪磨削試驗,得到的齒面各處的粗糙度均在 0.8μm 以下。
五、結(jié)論
(1)分析了面齒輪磨削加工原理和面齒輪磨削砂輪的修整方法,均能在多軸數(shù)控機(jī)床上得到實現(xiàn)。(2)對砂輪修整工藝參數(shù)進(jìn)行了試驗研究,得到了切點線速度比,滾輪進(jìn)給速度和單次修整切深對面齒輪齒面粗糙度的影響規(guī)律,齒面粗糙度隨切點線速度比的增大而增大,隨滾輪進(jìn)給速度的增大而增大,隨滾輪單次修整切深的增大而增大;并獲得了粗糙度在面齒輪齒面的分布規(guī)律。(3)對試驗數(shù)據(jù)進(jìn)行了分析,通過數(shù)學(xué)方法得到了三個修整工藝參數(shù)對面齒輪齒面粗糙度影響的預(yù)測模型,并進(jìn)行了工藝參數(shù)優(yōu)化試驗。
參考文獻(xiàn)略.