液壓元件的清潔度影響液壓系統的運行壽命和可靠性,清潔度不符合要求會導致液壓元件在制造、使用、維修過程中因污染而壽命縮短。通過限定清潔度的最大值,可以達到以下效果:減輕磨粒磨損對元件內表面造成的危害;減輕濾芯的阻塞和失效;減少回路中沉淀物造成的流量下降;減少污染物對軸承、密封材料的磨損;減少液壓元件摩擦副的損傷和腐蝕;提高液壓馬達、電磁換向閥工作的可靠性。良好的產品清潔度是液壓元件質量可靠性的保證,國內大型主機廠對各種類工程機械都有嚴格的清潔度內部標準。
目前對液壓元件的清潔度研究現狀:張東分析了油液元件常見的污染故障,從元件的制造、裝配和試驗等各個環節提出了液壓元件清潔度的控制方法;儲偉俊分析了液壓元件污染物故障的危害,得出對液壓元件清潔度質量的控制,與油液進行污染控制對確保液壓系統的高可靠性有著同樣重要的意義;臧波分析了液壓元件清潔度的計算與控制方法,結合實例說明液壓元件必須在設計、制造、裝配、噴漆、包裝環節制定嚴格的操作程序,并對出廠元件進行清潔度檢測;夏志新分析了液壓元件清潔度質量的重要性,液壓元件在加工、裝配過程中如何有效控制污染,達到要求的清潔度質量。本研究介紹了相關的清潔度標準情況,以及目前國內液壓元件清潔度普遍不高的現狀。液壓系統清潔度檢測主要集中在汽車起重機液壓系統、推土機液壓系統、挖掘機液壓系統、裝載機液壓系統等主機液壓系統。對于齒輪泵元件的出廠清潔度研究相對較少,本研究根據JB / T 7858— 2006對液壓齒輪泵生產過程產生污染物的質量進行了測量,并分析得出引入污染物最大的工序,提出最優方案。
一、被測齒輪泵結構與生產流程
被測齒輪泵結構
被測齒輪泵采用了“兩片式”新型結構,減少了零件數量,大大提高了泵承載能力,能應對較高的工作壓力和短期超高壓的工況。圖 1 為被測齒輪泵的結構示意圖。
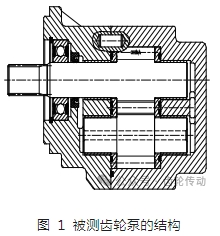
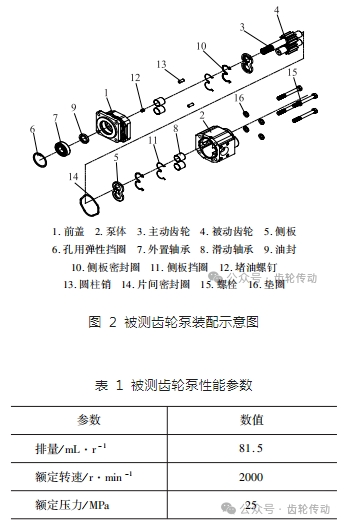
圖 2 為被測齒輪泵的裝配示意圖,表 1 給出了被測齒輪泵性能參數。
被測齒輪泵的生產流程
被測齒輪泵生產過程包括:零件外協加工、標準件采購、總成裝配、出廠試驗、噴漆 4 個過程。其中零件外協加工主要包括前蓋、泵體、主動齒輪、被動齒輪、側板、側板密封圈、側板擋圈等 7 種零件;標準件采購包括孔用彈性擋圈、外置軸承、滑動軸承、油封、堵油螺釘、圓柱銷、片間密封圈、螺栓、墊圈等 8 種零件。出廠試驗主要包含空載試驗、掃膛試驗、容積效率試驗;噴漆主要包含噴底漆、面漆和烘干過程。
其中裝配過程主要包括:前蓋分總成裝配過程,將油封 9 與外置軸承 7 用壓力機壓入前蓋 1,將孔用彈性擋圈 6 裝入前蓋 1 孔槽,再將 2 個滑動軸承壓入前蓋 1 的滑動軸承孔,最后裝入堵油螺釘 12;泵體分總成裝配過程,將 2 個滑動軸承裝入泵體的滑動軸承孔;側板分總成裝配過程,將側板密封圈 10 和側板擋圈 11 抹上黃油后裝入側板 5 密封槽;齒輪泵整泵裝配流程,先將泵體分總成正放在裝配工作臺上,將側板分總成裝入泵體分總成齒輪孔內,將主齒輪 3、從齒輪 4 裝入泵體分總成齒輪孔內,將另外一個側板分總成裝入泵體分總成齒輪孔內,在泵體分總成內裝入 2 個圓柱銷 13,在泵體分總成片間密封槽內裝入 O 形密封圈 14,最后將前蓋分總成裝在泵體分總成上面,并用螺栓 15 與墊圈 16 連接并擰緊。
二、齒輪泵清潔度檢測流程及相關標準
齒輪泵零件的清潔度測量流程
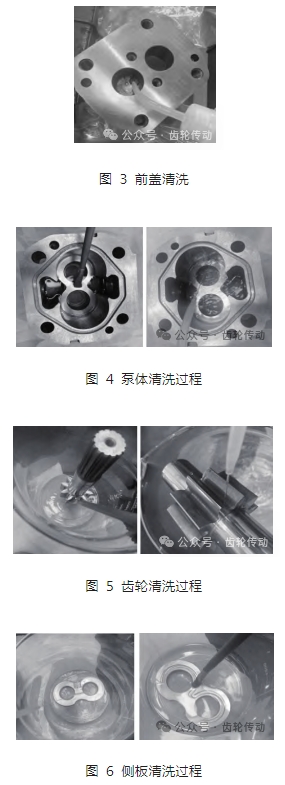
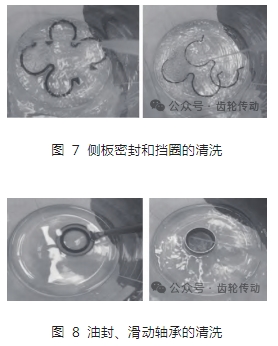
根據 JB / T 7858—2006 出廠齒輪泵進行污染物質量測量。齒輪泵中零件引入內部污染物的零件主要有:前蓋、泵體、主動齒輪、被動齒輪、側板、滑動軸承、油封、側板密封圈、側板擋圈、堵油螺釘、片間密封圈。用石油醚裝入噴壺,將噴嘴對準上述零件結合毛刷進行清洗,上述零件清洗過程如圖 3 ~ 圖 8 所示。將上述沖洗后的石油醚溶液過濾、烘干后使用天平測量污染物質量。
齒輪泵清潔度標準
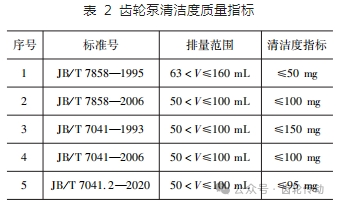
關于液壓齒輪泵清潔度標準有:JB / T 7858— 1995、JB / T 7858—2006 是液壓元件清潔度評定方法及液壓元件清潔度指標標準;JB / T 7041—1993、JB / T 7041—2006、JB / T 7041. 2—2020是液壓齒輪泵的技術條件標準,標準中也規定了液壓齒輪泵的清潔度。根據上述標準列出齒輪泵清潔度指標要求如表 2 所示。
三、齒輪泵清潔度檢測
齒輪泵清潔度檢測方案
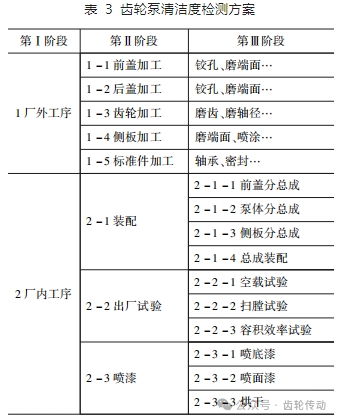
對齒輪泵清潔度的檢測分為 3 個階段,如表 3 所示,第Ⅰ階段:確定污染物主要來源于廠外工序還是廠內工序;第Ⅱ階段:若廠外工序產生污染物大于廠內,則分別對 1-1 前蓋加工、1-2 后蓋加工、1-3 齒輪加工、1-4 側板加工、1-5 標準件加工進行清潔度檢測,若廠內工序產生污染物大于廠外,則分別對 2-1 裝配、2-2 出廠試驗、2-3 噴漆工序進行清潔度檢測;第Ⅲ階段:根據第Ⅱ階段的檢測結果判定出引入污染物最多的工序,再對應表 3 第Ⅲ階段工序進行清潔度檢測。
齒輪泵第 I 階段清潔度測量
對齒輪泵第Ⅰ階段清潔度測量如圖 9 所示,在零件倉庫領取 5 臺泵的零件,包含前蓋、泵體、主動齒輪、被動齒輪、側板、滑動軸承、油封、側板密封圈、側板擋圈、堵油螺釘、片間密封圈。拆包裝后按照圖 3 ~ 圖 5 使用石油醚進行清洗,將清洗后的石油醚過濾、烘干使用天平測量污染物質量,測量結果如圖 10 所示,計算 5 臺泵零件的平均引入污染物質量是 m1。
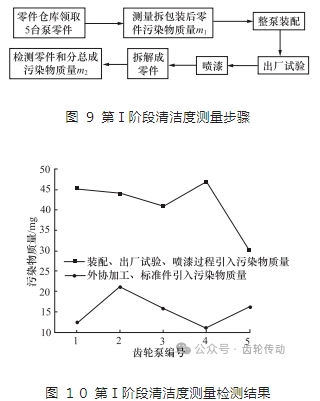
將上面清洗好的齒輪泵零件進行裝配、出廠試驗、噴漆,噴漆完成后將齒輪泵拆解成分總成及零件形式,使用石油醚對齒輪泵內部零件:主齒輪、從齒輪、側板、油封、側板密封、側板擋圈,及泵體、前蓋內表面進行清洗、過濾、烘干、稱重后得出齒輪泵生產過程引入的污染物質量,測量結果如圖 10 所示,計算 5 臺泵零件的平均引入污染物質量是 m2 。
由圖 10 可得,外協加工零件與采購零件的平均污染物質量 m1 = 17. 8 mg,齒輪泵經過裝配、出廠試驗、噴漆后的污染物質量是 m2 = 41.5 mg,所以必須對裝配、出廠試驗、噴漆 3 個階段產生的污染物質量進行分析。
齒輪泵總的污染物質量 m0 的計算見式(1):
帶入數據得出 m0 =17.8 + 41.5 = 59.3 mg。
由表 1 可知上述齒輪泵的排量是 81. 5 mL / r,其總污染物質量是 59. 3 mg,超過了 JB / T 7858—1995 的 50 mg,不符合 JB / T 7858—1995,因此需要確定污染源并提出改進措施。
第Ⅱ階段清潔度測量
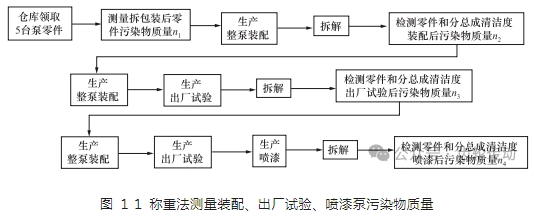
為探究裝配、出廠試驗、噴漆 3 個工序產生的污染物質量,確定污染源,需對裝配、出廠試驗、噴漆 3 個階段產生的污染物質量進行測量,如圖 11 所示。
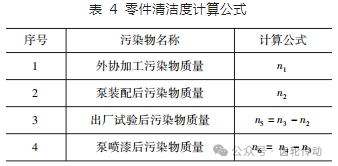
由圖 11 可知零件外協加工零件和采購標準件引入污染物質量為 n1 ,裝配過程產生的污染物質量為 n2 ;出廠試驗后檢測引入污染物質量 n3 ,包含裝配和出廠試驗 2 個工序引入污染物的質量;噴漆完成后拆解檢測其污染物質量為 n4 ,包含裝配、出廠試驗、噴漆 3 個工序引入污染物的質量,污染物測量結果如圖 12 所示。按表 4 所示公式計算出廠試驗過程引入污染物質量是:n5 = n3-n2 ,噴漆過程中引入污染物質量是 n6 = n4-n3 ,經過檢測齒輪泵每個工序引入污染物的質量如圖 13 所示。
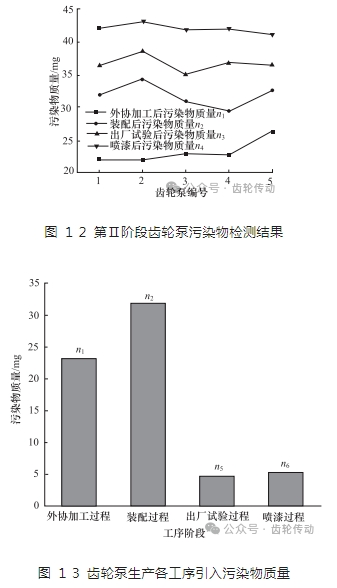
通過此階段檢測,由圖 13 可知,產生污染物最大的工序是裝配過程,其次是外協加工、噴漆過程、出廠試驗過程。因此為探究污染物來源,需要對裝配階段工序進行細分,再分別進行檢驗。
第Ⅲ階段齒輪泵清潔度測量
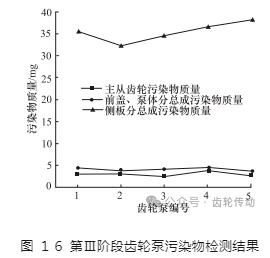
第Ⅲ階段稱重法測量裝配過程中污染物質量,主要包含前蓋分總成裝配、后蓋分總成裝配、側板分總成裝配,主從齒輪油端面油石打磨 3 部分,如圖 14 所示。需要對各分總成裝配過程中引入污染物的質量進行測量。
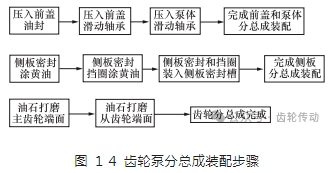
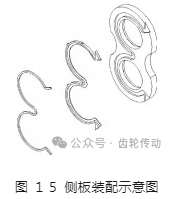
前蓋分總成裝配是使用壓力機和專門工裝把油封壓入前蓋油封孔,使用壓力機和專門工裝將滑動軸承壓入滑動軸承孔;側板分總成裝配是使用黃油將側板密封和擋圈粘在側板密封槽中,防止其裝配時脫落,產生誤裝配現象,如圖 15 所示;齒輪端面油石打磨是用油石打磨齒輪兩端面,防止刮傷側板。
首先進行前蓋分總成、泵體分總成引入污染物質量檢測;再進行側板分總成裝配檢測,齒輪油石打磨后引入污染物檢測,檢測結果如圖 16 所示:前蓋分總成、泵體分總成裝配引入的污染物平均質量為 4 mg/臺,主從齒輪油石打磨引入污染物質量為 3 mg / 臺,側板分總成裝配引入的污染物平均質量為 35.4 mg / 臺。說明前后分總成、后蓋分總成裝配、齒輪油石打磨不是主要污染源,側板分總成裝配是主要污染源。
側板分總成污染物質量檢測
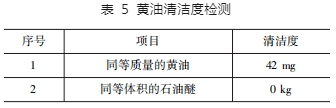
上節確定側板分總成裝配是主要污染源。側板分總成由 3 個零件組成:側板、側板密封、側板擋圈,該 3 種零件在前述工序中已被清洗干凈,不會引入污染物。最有可能引入污染物的是用于粘結側板密封和擋圈的黃油。對側板分總成中的黃油進行污染物檢測,選取側板分總成裝配時同等質量的黃油,倒入 0.5 mL 石油醚測量清潔度;選取 0.5 mL 石油醚測量清潔度,進行 對比分析,結果如表 5 所示,確定齒輪泵裝配過程中,黃油是引入污染物質量主要來源,需進行改進優化。
四、優化工藝后的齒輪泵污染物質量檢測
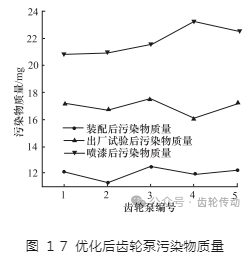
由于液壓油也有粘性,采用 100 號高黏度液壓油替代黃油將側板密封和擋圈粘結在側板槽內。將粘結側板與側板密封、擋圈的黃油換成 100 號高黏度液壓油,齒輪泵零件清洗后,測量其裝配后、出廠試驗后、噴漆后的污染物質量,如圖 17 所示,其裝配后引入污染物平均質量是 12 mg / 臺 ,比使用黃油粘結的側板降低 了 23.4 mg,說明優化改進方案可行。
五、討論
現代工程機械液壓系統向著高壓、大流量、高精度、高效率發展,液壓油液中的污染物會對液壓系統造成嚴重的危害,液壓系統故障大部分都是由污染物造成的,尤其是固體顆粒污染,可導致元件磨損,影響其性能與壽命。以新出廠的某型號液壓齒輪泵為研究對象,根據主機廠反饋其清潔度較低,不符合要求,通過試驗確定最大污染源并進行改進。
(1) 將其生產過程分成廠內和廠外兩個階段,廠外階段包括外協加工和外協采購,廠內階段包括裝配、出廠試驗、噴漆 3 個工序。首先分別用稱重法測量廠外階段和廠內階段的污染物質量,得出廠內污染物質量要大于廠外污染物質量,故重點分析廠內的裝配、出廠試驗和噴漆過程產生污染物量的大小。
(2) 使用稱重法對廠內的裝配、出廠試驗、噴漆 3 個工序進行污染物質量測量,測量對象是 5 套經過清洗后的整泵零件,在完成整泵裝配后拆解測量其內部污染物質量即可得出裝配后污染物質量,測量完成后零件污染物質量近似為零,再進行齒輪泵裝配和出廠試驗,得出的污染物質量包含裝配和出廠試驗 2 個部分,故需要減去裝配部分得出的污染物質量即可得出廠試驗污染物質量;同理后面測量得出噴漆后的污染物質量要減去裝配和出廠試驗引入污染物的質量;最后確定廠內的裝配工序引入污染物質量最多,下一步要對裝配工序做細分檢測其污染物質量。
(3)對裝配工序的前蓋分總成、泵體分總成、側板分總成、主從齒輪進行污染物測量,最終確定最大污染源是側板分總成裝配時的黃油,黃油屬于潤滑脂類,是半固體潤滑劑,使用稱重法進行清潔度檢測時,不能將其顆粒物過濾掉,故其增加了污染物質量。需要提出改進措施,確定替換黃油的物質。
(4) 選用高黏度潤滑油作為替換黃油的粘性物質,經過試驗后發現其能夠實現功能,并且降低了裝配過程的污染物質量。
六、結論
本研究采用稱重法測量了某型號液壓齒輪泵的清潔度,確定側板裝配的黃油是影響清潔度的主要因素,并提出改進措施:使用高黏度液壓油替代黃油將側板密封和擋圈粘結在側板密封槽內。
(1) 在齒輪泵生產過程中引入污染物量最大的是裝配過程,其次是外協加工過程、噴漆過程、出廠試驗過程。
(2) 確定裝配過程引入污染物過多的原因是使用黃油進行側板分總成裝配。
(3) 使用高黏度液壓油能夠替換黃油,并能夠有效降低液壓齒輪泵污染物質量。
參考文獻略.