直齒錐齒輪是重要的機械零部件,它的主要作用和一般圓柱齒輪一樣,都是通過齒輪齒形輪廓的相互嚙合來傳遞扭矩。相比直齒圓柱齒輪,錐齒輪有以下幾個方面的優點:①錐齒輪安裝軸可以是任意 0°~90° 夾角;②錐齒輪相比于圓柱直齒輪運行更平穩且傳遞扭矩也更大;③直齒錐齒輪的模數從全齒寬的一端到另一端是變化的。直齒錐齒輪也是成對使用的,在針對齒輪零部件進行檢測時,有一些檢測參數要求是針對齒輪單件進行檢測的,像齒高、公法線長度、弦齒厚等等,而有另外一些參數我們必須在齒輪配對相互嚙合時才能進行檢測,像分錐角檢測、軸交角檢測,接觸斑點檢測、齒面側隙檢測以及齒頂間隙檢測等等。配對的齒輪如果沒有經過配對檢查就裝配在產品上的話,一旦發現齒面嚙合有問題的話,拆卸就比較繁瑣了,因為一般直齒錐齒輪和相配套的傳動軸都是過盈配合或者過渡配合通過熱裝或者冷裝裝配在一起的, 配合比較緊湊,二次拆卸比較麻煩。所以這就要求我們設計一種用于錐齒輪嚙合的工裝,來對齒輪嚙合情況下的檢測要素提前進行檢查。
一、產品介紹
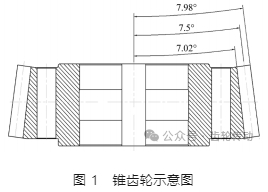
我公司是國內主要的橡膠塑料機械生產廠家之一,包含密煉機、雙螺桿擠出機、平板硫化機、輪胎硫化機等等。這里我們研究的對象就是雙螺桿擠出機上的主要傳動零部件,同步錐齒輪 , 具體型號為 416單掛雙錐雙螺桿擠出機。如圖 1 所示,它屬于等頂隙直齒錐齒輪,齒數 48 個,壓力角 20°,分錐角 7°,大端模數為 20 mm,設計公法線長度 338.14 mm,裝配側隙 0.5 mm。我們在實際的裝配過程中經常會出現這樣的情況,兩個配合的錐齒輪在裝配以后,用塞尺檢查嚙合面與非嚙合面側隙時,發現錐齒輪大端的側隙和錐齒輪小端的側隙不一樣,而且差異比較大。因此當齒輪嚙合傳動時,在齒寬方向上不能充分接觸,接觸斑點比設計要求的要小。這就會造成配合錐齒輪齒面磨損會不一樣,接觸部分磨損會加劇,而沒有接觸的地方則不會磨損或者輕微磨損,嚴重影響錐齒輪傳動效果和工作壽命。而對于這種影響裝配質量的問題,我們單靠單件的錐齒輪質量檢查是不能把所有不合格項排除在裝配環節之外的,而且一旦不合格的錐齒輪裝在產品上的話,想要把錐齒輪拆卸下來對裝配工人來說是比較費時費力的,而且容易損傷調心滾子軸承或者傳動軸,這就是我們設計錐齒輪嚙合工裝的緣由。
二、工裝結構
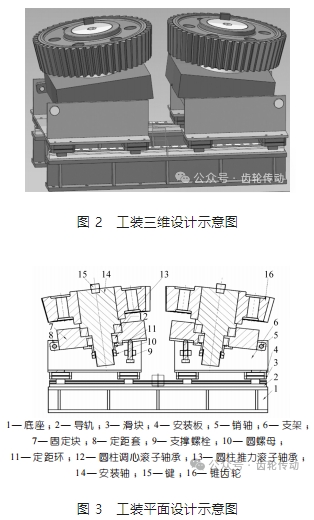
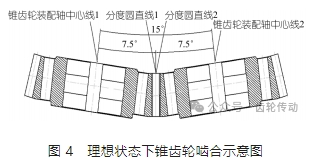
文中設計錐齒輪嚙合工裝如圖 2、圖 3 所示 :
三、工裝操作步驟
(1)安裝錐齒輪前先把固定塊恢復至水平狀態。
(2)安裝錐齒輪 (序號 16)。這里需要注意,安裝前錐齒輪內孔配合面需要涂抹潤滑油;另外,作為檢測工裝,這里我們要把安裝軸外徑與錐齒輪內孔配合尺寸由圖紙設計的過盈或者過渡配合修改為間隙配合,要適當減小安裝軸外徑尺寸。這些步驟都有助于我們順利安裝、拆卸錐齒輪。
(3)安裝鍵(序號 15),以便固定錐齒輪與安裝軸,防止單個錐齒輪繞安裝軸自由轉動。
(4)檢查預緊安裝軸尾部的圓螺母(序號 10)防止工裝下面定位用的調心滾子軸承內外圈裝配松動。
(5)按照錐齒輪圖紙設計的分錐角,通過調節支撐螺栓(序號 9)帶動固定塊(序號 7)繞銷軸(序號 5)轉動來實現分錐角。當分錐角為 0° 時,就可以配對檢查直齒圓柱齒輪。
(6)沿導軌移動支架(序號 6)使兩個錐齒輪順利嚙合在一起。
(7)鎖死鎖緊滑塊(序號 3),使支架固定,防止出現支架沿導軌(2)橫向進行位移。
(8)通過安裝軸(序號 14)端面的六角扳手內孔,兩個嚙合的齒輪可以輕松實現手動繞軸嚙合轉動。
四、主要參數以及應用范圍
(1)整機尺寸 :2 000 mm×1 020 mm×1 300 mm
(2)工裝應用范圍 :直齒圓柱齒輪、直齒錐齒輪
(3)工裝可調節的分錐角范圍 :0~20°
(4)齒輪直徑范圍 :Ф800~Ф1 200
(5)承受最大齒輪重量 :5 t/ 件
五、錐齒輪嚙合檢測分析
直齒錐齒輪嚙合,除去齒形這個因素以外,它主要受兩個參數的影響一個是錐距,另一個重要參數就是分錐角。錐距決定了嚙合的一對錐齒輪在轉動軸上的位置,它就像是圓柱齒輪的中心距參數一樣,所不一樣的是圓柱齒輪中心相互平行,而錐齒輪中心形成一定夾角。錐距是設計賦予的參數值,我們可以通過調整錐距來實現調整嚙合齒面的側隙,往錐齒輪小端方向移動,側隙變小,反之則側隙變大,但是這僅僅實在兩個錐齒輪分錐角一致的情況下才可以起到調節齒輪嚙合側隙的作用,如果配對的錐齒輪分錐角不一致,那通過調整錐距來調節齒面側隙的作用將消失。分錐角就是反應錐齒輪中心與分度圓直線夾角的參數,它直接決定了兩個已知錐齒輪齒面接觸斑點面積的大小,從而決定了嚙合面傳遞動力的好壞。實踐表明,分錐角在錐齒輪裝配過程中會出現以下四種情況;
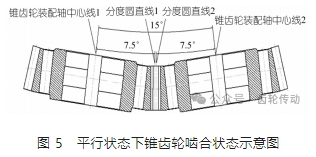
第一種,理想狀態下的錐齒輪嚙合,如圖 4 所示兩個錐齒輪分度圓直線會重合,齒面側隙完全消除,齒面嚙合面和非嚙合面側隙都是零。這一種情況在實際應用中,考慮到加工誤差的存在以及嚙合齒在零側隙情況下容易卡死的情況,基本不會采用這種情況。
第二種,平行狀態下錐齒輪嚙合,如圖 5 所示。它指的是齒輪嚙合面側隙前后都為零,而非嚙合面留有一定側隙值且錐齒輪沿齒寬方向前后位置側隙值相等。具體側隙值是由設計者根據齒輪自身的加工精度等級以及使用工況決定。如果錐齒輪實際配對測出的側隙值比設計要求的大,那就說明兩個齒輪需要沿軸向項里移動一定距離;反之如果測出的側隙值比設計要求的小,那兩個齒輪需要沿軸向位置向外移動一定距離。這種距離調整一般我們都是通過調整錐齒輪前后位置安裝的兩個定距套寬度來實現的。
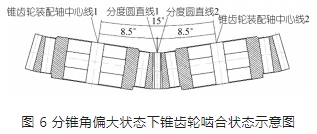
第三種,分錐角偏大情況下錐齒輪嚙合狀態,如圖 6 所示。此種狀態下,我們用塞尺測量的錐齒輪小端側隙值要小于錐齒輪大端的側隙值,且大端齒側嚙合面和非嚙合面側隙值都不為零。這就說明了這樣的配對錐齒輪嚙合情況根本就不理想,只有錐齒輪小端一部分齒面能有效傳遞動力,這必將導致接觸部分齒面磨損加劇,大大降低錐齒輪使用壽命,且運行過程中會出現不規律的錐齒輪嚙合異響。一旦出現這種情況,錐齒輪只能直接報廢處理,或對于部分側隙值偏差不大的可以人為進行修配,然后作為次品進行降級使用。
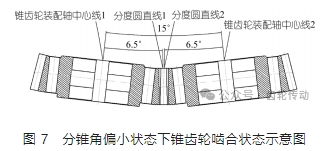
第四種,分錐角偏小情況下錐齒輪嚙合狀態,如圖 7 所示。此種狀態剛好和前面一種情況相反,我們用塞尺測量的錐齒輪小端側隙值要大于錐齒輪大端側隙值,且小端齒側嚙合面和非嚙合面側隙值都不為零。這就說明只有錐齒輪大端一部分齒面是正常接觸的,這同樣會造成和圖 6 所示情況一樣的問題,處理方式也可參照第三種進行處理。
六、總結
齒輪配對嚙合檢查是非常有必要的,它的結果不能直接反映齒輪加工過程中某一單項質量要求合格與否,它只是對齒輪嚙合的裝配質量的檢驗。錐齒輪嚙合檢測除去受齒形本身直接影響之外,主要就是受錐距和分錐角的影響。齒形我們可以通過齒形樣板進行單件檢查排除;錐距是設計賦予的定值,一旦確定就不對錐齒輪本身產生任何影響;剩下的只有分錐角這一個決定決定因素了。我們分度圓是一個虛擬的圓,在實踐當中很難測出其具體尺寸,更不要說是建立在分度圓基礎上的分錐角了。這個工裝不但能幫助我們在正式裝配前檢測出兩個錐齒輪嚙合的齒面側隙大小,還可以根據實際測得側面間隙值大小計算并調整錐齒輪截距,以達到理想的齒輪嚙合狀態。
參考文獻略.