齒輪鬼頻是指嚙合特征頻率的非整數(shù)倍頻率,是由于齒輪齒面在加工異常時(shí)產(chǎn)生的振紋引起的。磨珩齒金剛輪的磨損,機(jī)床主軸的竄動(dòng),刀夾具的剛性及切削參數(shù)是否合理等都會(huì)引起該問題,如果生產(chǎn)過程中監(jiān)控不及時(shí),鬼頻批量出現(xiàn)會(huì)涉及大批售后問題,損失嚴(yán)重。但目前常用的齒輪精度檢測(cè)方法難以對(duì)其識(shí)別,因?yàn)椴y的振幅基本在 1 μm 以下,新的齒面波紋檢測(cè)手段非常必要。在相應(yīng)的研究上 Matsumura 對(duì)單個(gè)齒形精度數(shù)據(jù)進(jìn)行傅里葉分析發(fā)現(xiàn),無法得到特征鬼頻。隨后采用最大熵譜分析法,對(duì)連續(xù)三個(gè)齒的精測(cè)數(shù)據(jù)進(jìn)行計(jì)算,可以初步識(shí)別出鬼頻特征,但該方法需要對(duì)至少三個(gè)齒進(jìn)行整個(gè)齒面的齒形精測(cè),檢測(cè)及分析時(shí)間較長;Gravel 提出了一種用補(bǔ)償正弦函數(shù)法分析齒面波紋,將波紋中各諧波頻率依次用正弦函數(shù)擬合出來,能夠有效識(shí)別鬼頻,但文中并未提及具體算法。目前該方法已經(jīng)集成到克林貝格的齒輪測(cè)量中心。Jonas建立了蝸桿磨的仿真模型,可以評(píng)估加工過程中齒面波紋的影響,為加工過程中實(shí)時(shí)控制波紋的產(chǎn)生打下了基礎(chǔ)。國內(nèi)對(duì)波紋檢測(cè)及分析相關(guān)的研究較少,主要集中在問題改善上。根據(jù)齒輪嚙合原理結(jié)合傅里葉分析方法,提出了一種簡單快速識(shí)別齒面加工波紋的檢測(cè)手段,并結(jié)合實(shí)際案例驗(yàn)證了有效性。
一、波紋度原理
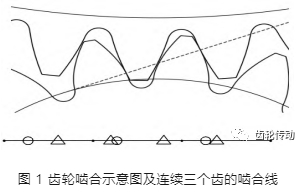
從齒輪的嚙合過程可知,每個(gè)齒從嚙入到嚙出是沿著嚙合線傳動(dòng)的,且為了保證各齒之間平滑過渡,在前一個(gè)齒嚙出時(shí),后一個(gè)齒必須開始嚙入。這樣當(dāng)齒輪旋轉(zhuǎn)一圈時(shí),每個(gè)齒的嚙合線連接起來就形成了一條連續(xù)的直線。這條直線就是理想的剛性齒輪在空載狀態(tài)下的傳遞誤差曲線(圖 1)。針對(duì)這條連續(xù)曲線進(jìn)行傅里葉分析即可得到振紋的特征頻率。按照傅里葉原理可知當(dāng)每個(gè)齒在同樣的位置上有波紋時(shí),如圖 1,圓形標(biāo)記的位置,分解出來的都是倍頻。而波紋位置大于或小于嚙合線長度時(shí),就會(huì)分解出鬼頻。
二、鬼頻識(shí)別步驟
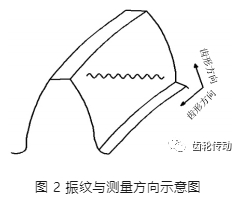
每個(gè)齒的嚙合線數(shù)據(jù)可以通過齒輪測(cè)量中心獲取。由于齒輪參數(shù)及工件安裝角差異,產(chǎn)生的振紋與軸線夾角不同(圖 2)。如果振紋與軸線平行,則齒形方向的精測(cè)數(shù)據(jù)容易識(shí)別振紋,反之需要用齒向方向的數(shù)據(jù)。所以齒形和齒向方向的精度數(shù)據(jù)都需要檢測(cè)。下文以某 22 齒齒輪精測(cè)數(shù)據(jù)為例,利用 MATLAB 編程計(jì)算說明。
要獲得完整的特征曲線,首先需要對(duì)齒輪的所有齒進(jìn)行精度檢測(cè),并提取實(shí)際修形檢測(cè)數(shù)據(jù),圖 3 展示了其中一條修形曲線數(shù)據(jù)。由于主要考慮加工引起的振紋問題,需要將數(shù)據(jù)中的設(shè)計(jì)修形量去除。從圖 3 中可以看出該齒輪采用的是拋物線鼓形及線性修形兩種方式,則可采用最小二乘法的二次曲線對(duì)理論修形量進(jìn)行數(shù)據(jù)擬合。假設(shè)嚙合線長度和理論修形量的二次多項(xiàng)式為:
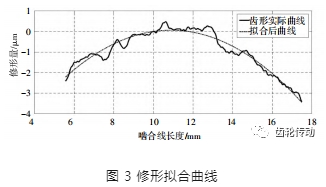
設(shè)實(shí)際的修形量為,基于最小二乘法原理考慮選取合適的使實(shí)際修形值和理論值偏差和最小:
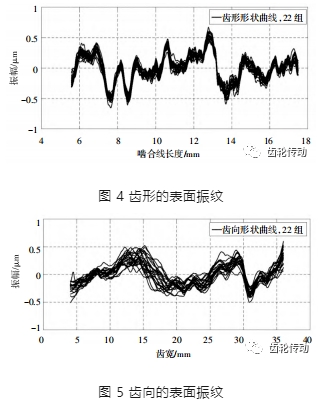
按照式(2)的原則對(duì)圖 3 中的實(shí)際修形值采用 MATLAB 進(jìn)行擬合,即可得到圖中虛線所示的理論修形量的二次曲線。然后用實(shí)際檢測(cè)值減去該理論值后就可獲得齒面的加工形狀,圖 4~5 即各個(gè)齒計(jì)算出來的齒形齒向波紋。可見齒形方向的波紋一致性比較好,按照上文理論,應(yīng)該不存在鬼頻。齒向方向的波紋局部存在相位差,可能有鬼頻產(chǎn)生。
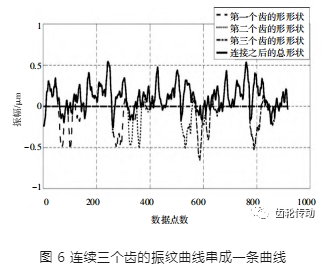
將齒形及齒向的精測(cè)數(shù)據(jù)按照嚙合線的方式分別組合起來,由于重合度的影響,每個(gè)齒之間的數(shù)據(jù)有重疊的部分,根據(jù)傳遞誤差的原理可知,重疊部分取其外包絡(luò)線,加上不重疊部分的曲線就分別構(gòu)成了齒形齒向方向下空載的傳遞誤差曲線,圖 6 展示了其中三個(gè)齒連成一條曲線的狀態(tài)。
串接好的曲線是一條包含齒面振紋的不規(guī)則曲線,要提取其中的頻率特征,可采用傅里葉變換將其分解成一系列的簡諧信號(hào):
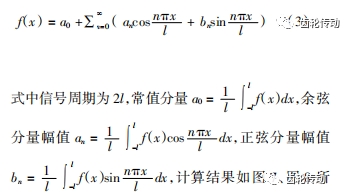
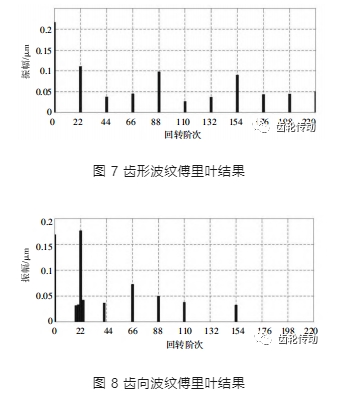
示,其中齒形上不存在倍頻以外的鬼頻。齒向在 22 階基頻附近有鬼頻存在,與上述預(yù)測(cè)對(duì)應(yīng),齒形齒向曲線有相位差時(shí),需注意鬼頻的發(fā)生。
三、實(shí)例
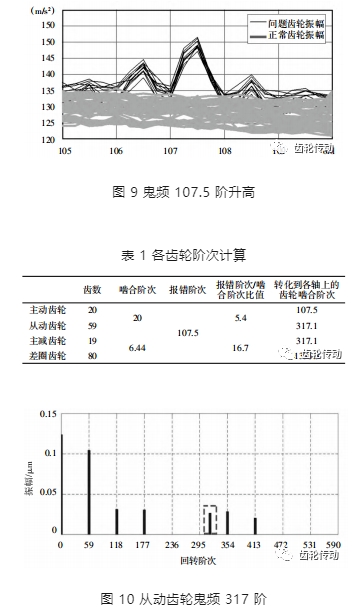
某款減速器在 EOL 交檢過程中批量發(fā)生 107.5 階振動(dòng)頻率異常升高現(xiàn)象,如圖 9 所示。經(jīng)計(jì)算發(fā)現(xiàn)報(bào)錯(cuò)階次與齒輪嚙合階次的比值不為整數(shù),初步判斷 107.5 階為齒輪鬼頻階次。接下來需要定位鬼頻所在齒輪,將 107.5 階分別以各輪所在軸為基準(zhǔn)按速比計(jì) 算齒輪階次,各齒輪階次計(jì)算見表 1。對(duì)各齒輪進(jìn)行齒形齒向精測(cè),將數(shù)據(jù)依據(jù)上文的方法整理后進(jìn)行傅里葉分析,結(jié)果在從動(dòng)齒輪上發(fā)現(xiàn) 317 階振紋階次(圖 10),與表 1 階次對(duì)應(yīng),進(jìn)一步確定 107.5 鬼頻可能來源于從動(dòng)齒輪。后經(jīng) ABA 驗(yàn)證,更換合格箱中的從動(dòng)齒輪后,107.5 階鬼頻消失,振幅恢復(fù)到圖 9 中的灰線水平。
四、結(jié)語
齒面加工的異常波紋會(huì)導(dǎo)致嚴(yán)重的鬼頻和倍頻。基于外圓波紋度及齒輪嚙合的原理,提出一種簡單有效的識(shí)別方法,并分析發(fā)現(xiàn)當(dāng)各齒精測(cè)數(shù)據(jù)一致時(shí),基本不會(huì)發(fā)生鬼頻。當(dāng)各齒數(shù)據(jù)有相位差時(shí),有鬼頻風(fēng)險(xiǎn)。該方法可用在生產(chǎn)階段進(jìn)行樣件抽檢,如果存在異常階次可及時(shí)調(diào)整加工參數(shù)。
參考文獻(xiàn)略.