數(shù)控機(jī)床是汽車、航空航天和軍事領(lǐng)域中使用最廣泛的制造設(shè)備之一,在工業(yè)中起著重要作用,而機(jī)床誤差是影響加工精度最主要的原因,影響著行業(yè)的整體發(fā)展。因此,在保證機(jī)床加工效率的基礎(chǔ)上提高其加工精度是目前亟需解決的問題。
機(jī)床加工精度一直受國內(nèi)外學(xué)者們的關(guān)注,針對機(jī)床誤差模型,分別提出了多體系統(tǒng)理論、矢量法和齊次坐標(biāo)變換等建模方法。田鳳楨等利用多體系統(tǒng)理論,設(shè)計(jì)機(jī)床加工零件相應(yīng)運(yùn)動鏈,并對其加工誤差進(jìn)行分析;付國強(qiáng)等根據(jù)指數(shù)積理論和坐標(biāo)系微分運(yùn)動理論,建立了運(yùn)動軸幾何誤差貢獻(xiàn)值模型,提出了運(yùn)動軸幾何誤差靈敏度分析方法;楊斌利用內(nèi)置傳感器信息,結(jié)合數(shù)控機(jī)床運(yùn)動學(xué)模型,提出了一種利用內(nèi)置傳感器測量機(jī)床動態(tài)加工誤差方法;史燕等采用優(yōu)化 PID 控制器中的關(guān)鍵參數(shù),對多軸聯(lián)動數(shù)控機(jī)床運(yùn)動誤差進(jìn)行補(bǔ)償,驗(yàn)證所提方法具有良好的適應(yīng)性。若要提高機(jī)床加工精度就要控制其加工誤差,大多數(shù)會將誤差補(bǔ)償技術(shù)作為提高數(shù)控機(jī)床精度的主要途徑。
本文對磨削內(nèi)斜齒輪加工誤差展開研究,利用多體系統(tǒng)和齊次坐標(biāo)變換原理,建立機(jī)床刀具相對于工件的幾何誤差模型,通過加工過程在線監(jiān)測,進(jìn)行數(shù)據(jù)采集和分析,對其進(jìn)行反向誤差補(bǔ)償。這對提高機(jī)床加工精度具有重要作用,對生產(chǎn)精密零件企業(yè)的發(fā)展具有重要意義。
一、多體系統(tǒng)的機(jī)床運(yùn)動學(xué)模型
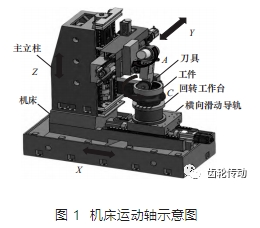
本文采用多體系統(tǒng)原理,以數(shù)控機(jī)床磨削內(nèi)斜齒輪為例建立其運(yùn)動學(xué)模型,該數(shù)控成型砂輪磨齒機(jī)擁有 X、Y、Z、A、C 五個(gè)聯(lián)動軸。其中,X、Z、C 軸是機(jī)床磨削系統(tǒng)的主要運(yùn)動軸,X 軸和 Z 軸與機(jī)床床身固定,C 軸是工件分度數(shù)控回轉(zhuǎn)臺,安裝在 X 軸上;Y 軸和 A 軸輔助運(yùn)動,A 軸用來控制砂輪的旋轉(zhuǎn),實(shí)現(xiàn)內(nèi)斜齒輪的加工,安裝在 Z 軸的工作臺上。機(jī)床運(yùn)動軸示意圖如圖 1 所示。
多體系統(tǒng)拓?fù)浣Y(jié)構(gòu)和低序體陣列
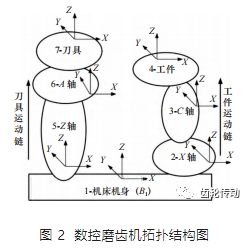
根據(jù)對內(nèi)斜齒輪磨削系統(tǒng)進(jìn)行運(yùn)動學(xué)分析,把機(jī)床系統(tǒng)分為兩個(gè)運(yùn)動鏈,從機(jī)床機(jī)身開始到工件端結(jié)束的是工件運(yùn)動鏈,從機(jī)床機(jī)身開始到刀具結(jié)束的是刀具運(yùn)動鏈。兩者確定各運(yùn)動部件的相鄰低序體關(guān)系,通過運(yùn)動關(guān)系對個(gè)運(yùn)動軸進(jìn)行編號,數(shù)控磨齒機(jī)機(jī)床的拓?fù)浣Y(jié)構(gòu)圖如圖 2 所示。
假設(shè) S 是 K 的相鄰低序體,用公式可以表達(dá)出相鄰運(yùn)動體的關(guān)系:
L(K) = S (1)
低序體算子用 L 表示,則有:
低序體算子的定義為
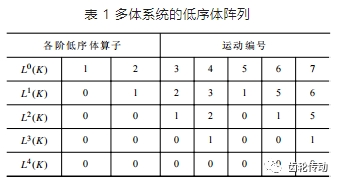
通過上述公式可得出多體系統(tǒng)的低序體陣列,見表 1 。
加工誤差幾何模型
內(nèi)斜齒輪磨削系統(tǒng)在圖 2 所示工件到刀具運(yùn)動鏈排序?yàn)椋簭墓ぜB接 C 軸連接 X 軸至機(jī)身,再從機(jī)身連接 Z 軸連接 A 軸至刀具結(jié)束。因此內(nèi)斜齒輪磨削系統(tǒng)運(yùn)動鏈中的各個(gè)運(yùn)動體坐標(biāo)系之間的理想狀態(tài)坐標(biāo)變換關(guān)系矩陣如下:TgC、TCX、TXJ、TJZ、TZA、TAW。
由表 2 的坐標(biāo)變換矩陣,可以得到磨削內(nèi)斜齒輪多體系統(tǒng)在理想狀態(tài)下刀具到工件之間的齊次坐標(biāo)變換矩陣 TgW,即:
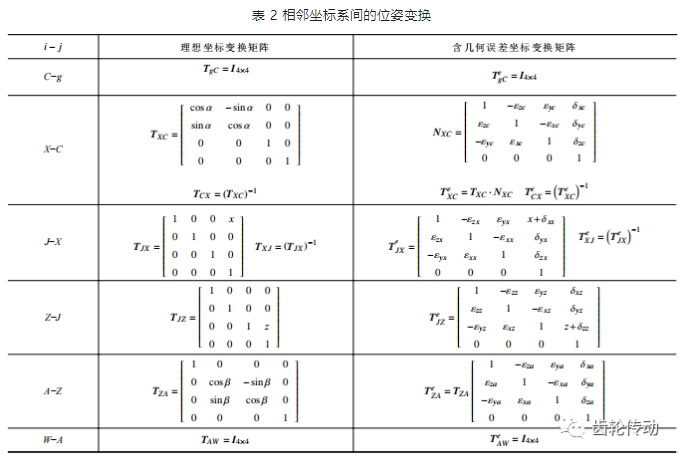
由于機(jī)床在加工內(nèi)斜齒輪磨削時(shí)各個(gè)運(yùn)動軸會出現(xiàn)幾何誤差,因此還應(yīng)求出存在誤差時(shí)刀具與內(nèi)斜齒之間的齊次坐標(biāo)變換矩陣。在存在誤差的情況下,其變換矩陣為
構(gòu)建機(jī)床內(nèi)斜齒輪磨削系統(tǒng)中刀具到工件坐標(biāo)系之間的誤差矩陣為 EgW,誤差情況下兩坐標(biāo)系之間的變換矩陣就等于誤差矩陣 EgW 與理想狀態(tài)下兩坐標(biāo)系之間變換矩陣 TgW 的乘積,即:
所以
通過最小誤差假設(shè),將 EgW 表達(dá)為
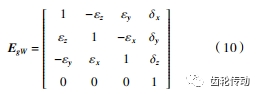
式中:δx、δy、δz 分別為幾何誤差在 X、Y、Z 軸方向上的位移分量,εx、εy、εz 分別為幾何誤差在 X、Y、Z 軸方向上的轉(zhuǎn)角分量。
齒面誤差模型
在進(jìn)行磨削加工過程中,忽略掉砂輪的修整誤差,用 η 來表示砂輪軸向廓形參數(shù),則修正之后砂輪的軸向廓形坐標(biāo)矢量為
砂輪的回轉(zhuǎn)曲面是由其軸向廓形繞軸線做回轉(zhuǎn)運(yùn)動所形成的軌跡面。砂輪回轉(zhuǎn)參數(shù)用φ表示,則在砂輪的坐標(biāo)系當(dāng)中,其坐標(biāo)矢量為
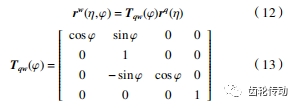
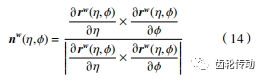
則砂輪單位法矢為
由于砂輪曲面特征可以用單位法矢和坐標(biāo)矢量聯(lián)合表示,因此,在齒輪坐標(biāo)系中理想的砂輪曲面可表示為
在實(shí)際加工中,各軸的幾何誤差用向量 G = [x1, x2,··· , xm] T表示,故實(shí)際的砂輪曲面為

砂輪與齒輪磨削接觸點(diǎn)的條件是:從齒輪坐標(biāo)系的原點(diǎn)向砂輪回轉(zhuǎn)面上做一點(diǎn)徑矢rg,若這一點(diǎn)在回轉(zhuǎn)面上的法線ng與這一點(diǎn)繞齒輪軸線 kg的線速度矢量垂直,說明這個(gè)點(diǎn)是磨削接觸點(diǎn)。因此,理想的接觸條件與實(shí)際的接觸條件分別是:

式中:β 是砂輪安裝角,常數(shù);x是砂輪到齒輪的中心距,常數(shù);α 是螺旋加工參數(shù),只有在幾何誤差存在時(shí),才會影響到接觸線形狀,而幾何誤差向量 G 只與各運(yùn)動軸的位置有關(guān)。當(dāng) α 為常數(shù) αk時(shí),f =0 作為接觸條件就只成為與砂輪的軸向廓形η 和回轉(zhuǎn)廓形參數(shù)φ 有關(guān)。由于其軸向廓形η范圍已知,將η等分成 n 個(gè)離散數(shù)值,令 η = η(j = 1,2,3,··· ,n),根據(jù) f =0 求出對應(yīng)的,然后將(η,φj) 代入r g ,即可求得接觸點(diǎn)單位法式ngk j(η,φj) 和坐標(biāo)矢量r gk j(η,φj) 。由于η與 f =0 聯(lián)合求出φ,因此η的函數(shù)可用φ來表示, 則由 n 個(gè)接觸點(diǎn)擬合成的第 k 條接觸線也可表示為
而齒面可以看成是由 λ 條離散的接觸線組成,因此理想和實(shí)際齒面分別表示為
故可建立各軸幾何誤差與齒面誤差的關(guān)系,模型為

二、加工誤差在線監(jiān)測及補(bǔ)償
由于數(shù)控機(jī)床在磨削過程中,會出現(xiàn)不同方向的幾何誤差,機(jī)床精度達(dá)不到技術(shù)規(guī)定要求,為了提高機(jī)床加工精度,對其加工過程進(jìn)行在線監(jiān)測。在機(jī)床加工過程中,反饋元件用于在線信息傳遞,可以實(shí)現(xiàn)對進(jìn)給系統(tǒng)的運(yùn)行狀態(tài)和運(yùn)動精度進(jìn)行實(shí)時(shí)監(jiān)測和控制。
在線監(jiān)測
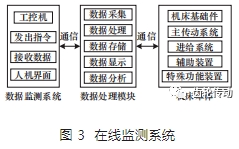
監(jiān)測目的是通過內(nèi)置傳感器,完成對信號數(shù)據(jù)的采集,結(jié)合數(shù)據(jù)處理技術(shù)和特征提取方法,將其轉(zhuǎn)化為可處理信號。在采集過程中,信號數(shù)據(jù)需進(jìn)行采樣、編碼和傳輸以便將其輸入到計(jì)算機(jī)系統(tǒng)中,信息分析、處理、存儲和顯示是通過計(jì)算機(jī)系統(tǒng)完成的,這些操作可為實(shí)時(shí)監(jiān)控提供關(guān)鍵的數(shù)據(jù)。在線監(jiān)測系統(tǒng)如圖 3 所示。
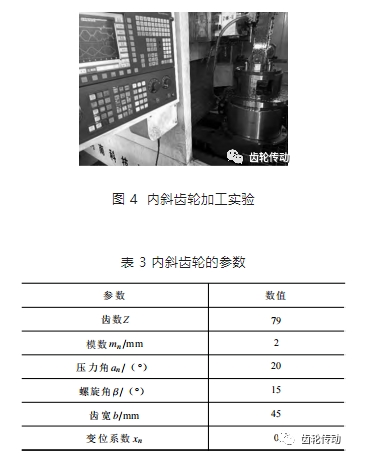
對內(nèi)斜齒輪進(jìn)行磨削如圖 4 所示,工件參數(shù)見表 3。加工過程中,C 軸旋轉(zhuǎn)是為了使加工齒輪齒槽處于既定的位置,A 軸轉(zhuǎn)動確定的是加工內(nèi)斜齒的螺旋角,Z 軸方向移動是為了實(shí)現(xiàn)齒寬方向磨削的進(jìn)給運(yùn)動,在磨削齒槽過程當(dāng)中,X、Y、A、C 軸一直保持鎖止的狀態(tài)。
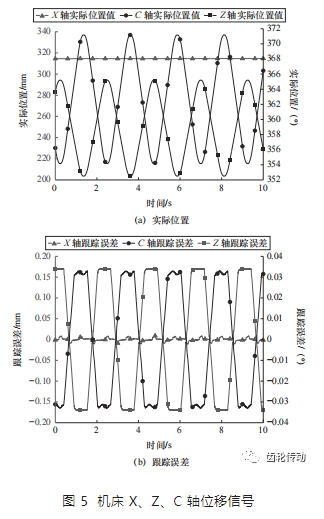
測試過程中,分別對各軸動態(tài)位置信號進(jìn)行采集,如圖 5a 所示。由于受切削刀具與工件相互作用的影響,檢測出 X、Z、C 軸的位置信號出現(xiàn)了明顯的變化,如圖 5b 所示,X 軸的跟蹤誤差范圍約為± 0.01 mm,波動幅值微小;Z 軸與 X 軸相比,波動幅值變化較大,跟蹤誤差范圍約為 ± 0.17 mm;C 軸位置在磨削的過程中和 Z 軸的波動趨勢相似,C 軸幅值變化的范圍為 ± 0.033°。
誤差補(bǔ)償
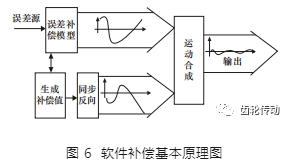
數(shù)控機(jī)床幾何誤差補(bǔ)償分為硬件補(bǔ)償和軟件補(bǔ)償。硬件補(bǔ)償采用機(jī)械式補(bǔ)償來提高其加工精度,該方法成本高、通用性差、設(shè)計(jì)的周期時(shí)間長,并且難以用數(shù)控方法進(jìn)行反饋控制,因此硬件補(bǔ)償在機(jī)床的應(yīng)用中較少;軟件補(bǔ)償是通過對機(jī)床各項(xiàng)誤差源研究,配合計(jì)算機(jī)軟件與數(shù)控系統(tǒng)對其進(jìn)行反向誤差補(bǔ)償,來提高機(jī)床的加工精度及性能的。軟件補(bǔ)償基本原理如圖 6 所示,在實(shí)驗(yàn)中選用列表法對機(jī)床進(jìn)行誤差補(bǔ)償,不需要改變工件三維模型和機(jī)床加工程序,只需要在西門子系統(tǒng)中把測量好的誤差補(bǔ)償值輸入到其誤差補(bǔ)償表里,就能實(shí)現(xiàn)誤差修正。
基于磨削內(nèi)斜齒加工誤差在線監(jiān)測,對機(jī)床參與運(yùn)動的軸誤差特性進(jìn)行測試分析,發(fā)現(xiàn) Z、C 軸的誤差較大。根據(jù)誤差曲線形狀,利用動態(tài)操作功能將反向加權(quán)補(bǔ)償計(jì)算值實(shí)時(shí)補(bǔ)償?shù)綑C(jī)床軸運(yùn)動中,對其誤差值進(jìn)行補(bǔ)償。
三、齒面誤差檢測
為驗(yàn)證補(bǔ)償后的齒輪精度有所提高,對補(bǔ)償前后的齒輪進(jìn)行檢測,采用的檢測設(shè)備是格里森 650GMS,實(shí)際測量平臺如圖 7 所示。

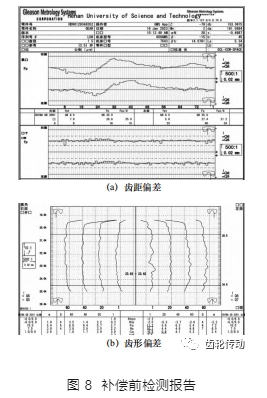
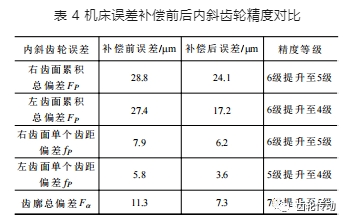
內(nèi)斜齒輪的誤差是按照圓柱齒輪誤差檢測標(biāo)準(zhǔn)進(jìn)行評定的,用實(shí)際數(shù)據(jù)來表示機(jī)床幾何誤差對齒面的影響,分別是內(nèi)斜齒輪的齒距累積總偏差 FP、單個(gè)齒距偏差 fP 和齒廓總偏差 Fα 等精度標(biāo)準(zhǔn)。對加工內(nèi)斜齒輪補(bǔ)償前與補(bǔ)償后進(jìn)行檢測,檢測報(bào)告如圖 8 和圖 9 所示.
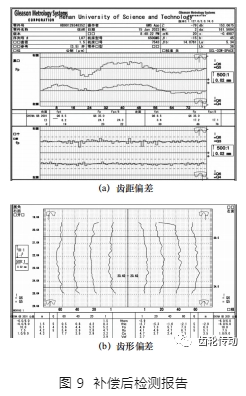
由表 4 可以看出,誤差補(bǔ)償之后內(nèi)斜齒的加工誤差明顯減少,說明補(bǔ)償后機(jī)床的加工精度有了顯著提高。
四、結(jié)語
(1)通過齊次坐標(biāo)變換原理,對工件-床身-刀具進(jìn)行坐標(biāo)轉(zhuǎn)換,建立運(yùn)動鏈幾何誤差模型。
(2)通過內(nèi)置傳感器,監(jiān)測機(jī)床在磨削內(nèi)斜齒輪時(shí)各軸的運(yùn)動狀態(tài),發(fā)現(xiàn)機(jī)床的 X 軸誤差幅值波動較小,Z、C 軸誤差幅值波動較為明顯,因此,對機(jī)床的 Z、C 軸進(jìn)行反向誤差補(bǔ)償。
(3)通過齒輪檢測分析儀對補(bǔ)償前后的齒輪進(jìn)行檢測,經(jīng)過對比分析,發(fā)現(xiàn)補(bǔ)償后的各齒面誤差均有顯著減少。
綜上所述,數(shù)控機(jī)床在實(shí)際加工中各軸均存在幾何誤差,通過機(jī)床的在線監(jiān)測系統(tǒng)和軟件補(bǔ)償,可以提高工件的加工精度和表面質(zhì)量,對機(jī)床加工精度提高具有重要意義。
參考文獻(xiàn)略.