在當(dāng)前的工程機(jī)械齒輪加工中,由于其帶有質(zhì)量重、直徑大于模數(shù)大等特征,在進(jìn)行具體的生產(chǎn)時較難實(shí)現(xiàn)完全自動化,若采用專業(yè)的高效切削技術(shù)可有效解決生產(chǎn)效率較低的問題,工程機(jī)械企業(yè)應(yīng)利用其內(nèi)部先進(jìn)技術(shù)的革新來更好地開展機(jī)械齒輪切削加工工作。增進(jìn)相關(guān)機(jī)械設(shè)備的使用壽命與應(yīng)用安全。
一、工程機(jī)械齒輪加工中高效切削的發(fā)展趨勢
切削技術(shù)愈加高效
在當(dāng)前的工程機(jī)械齒輪加工中,隨著切削技術(shù)的應(yīng)用愈加廣泛,具體的切削技術(shù)也變得更為高效,在該項(xiàng)技術(shù)的大量應(yīng)用下,機(jī)械齒輪加工效果正獲得較大改善。一般來講,機(jī)械齒輪加工消耗的時間多包含組織服務(wù)時間、技術(shù)服務(wù)時間、輔助時間與基本時間等,若想增強(qiáng)機(jī)械齒輪加工的整體效率,要利用適宜方法來縮減切削時間,全面提升齒輪加工切削的整體效率,而切削技術(shù)的高效性有助于幫助改善機(jī)械齒輪加工效果。
從切削技術(shù)內(nèi)部的各項(xiàng)要素中,研究人員可發(fā)現(xiàn)影響齒輪加工效率的主要方面為切削速度,也就是說,未來切削技術(shù)的發(fā)展趨勢為提升切削速度。從當(dāng)前的常規(guī)切削技術(shù)上看,若切削速度增加,則切削溫度與切削力也會隨之升高,當(dāng)其溫度超出某項(xiàng)臨界值時,其切削溫度與切削力的數(shù)值則會呈相反方向發(fā)展,利用該項(xiàng)理論,相關(guān)人員可合理設(shè)計(jì)切削技術(shù),對其內(nèi)部的各項(xiàng)數(shù)據(jù)指標(biāo)進(jìn)行精準(zhǔn)觀察,有效提升切削技術(shù)的實(shí)際應(yīng)用效果。
刀具材料更為進(jìn)步
在未來的工程機(jī)械齒輪加工切削中,無論是切削技術(shù)還是刀具材料都會取得較大進(jìn)步,相關(guān)人員應(yīng)利用適宜的技術(shù)手段合理探究出刀具材料的進(jìn)步幅度。一般來講,隨著切削技術(shù)水平的逐漸提升,刀具材料與技術(shù)則會取得一定的進(jìn)步,增強(qiáng)了切削技術(shù)的高效性。針對刀具材料的類型選擇而言,相關(guān)人員多使用硬質(zhì)合金與高速鋼,在兩類材料的共同作用下可有效提升刀具材料的整體質(zhì)量,該類材料在當(dāng)前的汽車行業(yè)帶有極為廣泛的應(yīng)用,適時提升機(jī)械齒輪加工切削的整體效果。
為更好地加強(qiáng)切削速度,相關(guān)人員還可合理探究切削材料使用的合理性,比如,在實(shí)際的工程機(jī)械齒輪加工切削中,可合理使用陶瓷片粗鏜氣缸孔,該類材料的切削速度值約在每分鐘 800m,每分鐘的走刀量多在 2400mm 左右,且粗鏜內(nèi)部的氣缸孔運(yùn)行僅耗時 4s,該類操作過程將極大縮減具體的工序應(yīng)用時間,因而相關(guān)人員可將該類材料作用在工程機(jī)械齒輪加工切削中,利用該項(xiàng)舉措可有效增強(qiáng)齒輪加工切削效果,給工程機(jī)械企業(yè)帶去更高的經(jīng)濟(jì)效益。
二、工程機(jī)械齒輪加工中高效切削的實(shí)際應(yīng)用
合理使用刀具
強(qiáng)化涂層技術(shù)的使用:針對工程機(jī)械齒輪加工中切削技術(shù)的使用而言,相關(guān)人員應(yīng)學(xué)會合理使用刀具,在正式使用刀具前,需明確涂層技術(shù)的使用范圍與效果。具體來看,在當(dāng)前的齒輪制造行業(yè)內(nèi),從制齒加工的整體性上看,滾輪工藝占據(jù)著該行業(yè)總數(shù)的 70%,在此前的傳統(tǒng)滾刀材質(zhì)中,其多為高速鋼,若在該階段直接提升切削速度會引發(fā)滾刀的更快磨損,引發(fā)各種類型的問題,如崩刃等,因而相關(guān)人員應(yīng)探究出適宜技術(shù),并利用該技術(shù)手段來改善刀具的應(yīng)用效果。
在涂層技術(shù)快速發(fā)展的當(dāng)下,相關(guān)人員已將 ALCrN、 TiNC 與 TiN 等涂層技術(shù)放置到當(dāng)前的工程機(jī)械齒輪加工切削中,利用對該技術(shù)的合理使用來提升刀具的整體使用效果。在具體使用先進(jìn)的涂層技術(shù)時,工作人員需適時探測該涂層技術(shù)擁有的適宜優(yōu)勢,其包含切削摩擦力較小、耐磨與耐熱等,利用該項(xiàng)技術(shù)可有效遏制該類刀具可能出現(xiàn)的崩刃現(xiàn)象,解決當(dāng)前刀具存有的實(shí)際問題。比如,在使用 M42 與 M35 刀具材料時,相關(guān)人員可利用涂層來增強(qiáng)具體的切削速度,其速度可提升到每分鐘 120-150mm,在滾刀轉(zhuǎn)速增加的同時,涂層下的滾刀也會擁有更快的效率,因而從提升切削效率的角度上看,若想真正改善該類效率,需增加滾刀的進(jìn)給量與提升其運(yùn)行速度,而當(dāng)前的涂層技術(shù)可有效滿足該類加工需求,增強(qiáng)切削加工的整體速度。
完善滾刀刀片組合: 在完善工程機(jī)械齒輪加工切削的過程中,相關(guān)人員需適時關(guān)注其內(nèi)部刀具的使用效果,除了采用合適的涂層技術(shù)外,還要及時完備滾刀刀片組合。一般來講,在實(shí)行淬硬齒輪加工時,技術(shù)人員應(yīng)借助適宜的刮削技術(shù)來改善齒輪形態(tài),使其經(jīng)過火的歷練后產(chǎn)生一定的形變,利用該項(xiàng)舉措可精準(zhǔn)提升齒輪加工質(zhì)量。在此前的傳統(tǒng)滾刀中,其采用的材質(zhì)多以硬質(zhì)合金為主,該類刀片在工程機(jī)械齒輪中的模數(shù)會在 8-14mm 之間,因而在完成對該項(xiàng)數(shù)據(jù)的探究后可將滾刀設(shè)定成帶有焊接形態(tài)的硬質(zhì)合金滾刀片,在實(shí)際工作中該類滾刀受其內(nèi)部結(jié)構(gòu)影響難以達(dá)成當(dāng)前存有的高效切削需求,再加上其內(nèi)部的刃會存有較長的磨損時間,在經(jīng)過長時間使用后會降低其整體的精度值。相關(guān)人員經(jīng)過對工程機(jī)械齒輪加工切削程序的合理探究后,科學(xué)采用滾刀刀片組合,該類材料在實(shí)際應(yīng)用中不但精準(zhǔn)符合高效切削的具體要求,相較于硬質(zhì)合金的刀片滾刀,還能適時提高切削速度,利用速度的改變來強(qiáng)化切削工作的整體效率,增強(qiáng)該項(xiàng)作業(yè)操作的穩(wěn)定度。在正式使用滾刀刀片組合后,工作人員可發(fā)現(xiàn)該類組合無需開展刃磨活動,基于每個刀齒內(nèi)的刀片可進(jìn)行合理替換,若該刀片的磨損度影響其工作效果時,可立即更換該刀片,有效增強(qiáng)該材料使用的科學(xué)性,其具體形態(tài)如圖 1 所示。
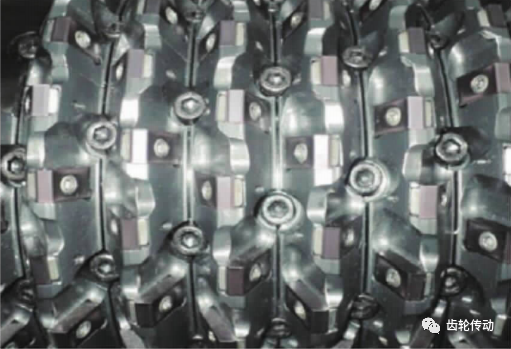
圖 1 滾刀刀片組合圖
增強(qiáng)齒輪加工效率
數(shù)控滾齒機(jī)的使用:在進(jìn)行工程機(jī)械齒輪加工切削期間,相關(guān)人員應(yīng)合理使用數(shù)控滾齒機(jī)。通常來講,數(shù)控滾齒機(jī)的使用要帶有一定的功率與剛性,在進(jìn)行實(shí)際應(yīng)用前,要對數(shù)控滾齒機(jī)開展必要檢測,確保其內(nèi)部數(shù)據(jù)信息與當(dāng)前工程機(jī)械加工的要求相符。針對數(shù)控滾齒機(jī)而言,該類設(shè)備在正常使用時可有效滿足機(jī)械加工中的功率、剛性要求,且?guī)в幸欢ǖ乃欧δ埽蚨趹?yīng)用該項(xiàng)設(shè)備的過程中可利用其適宜的剛性與功率來較好地控制高速滾動時帶去的溫度,有效增強(qiáng)齒輪滾動的整體效率。相較于傳統(tǒng)滾輪機(jī),當(dāng)前的新型數(shù)控滾齒機(jī)可有效提升該設(shè)備內(nèi)部的滾刀轉(zhuǎn)速,若其傳統(tǒng)轉(zhuǎn)速在每分鐘 250-1550r 時,新型數(shù)控滾齒機(jī)的轉(zhuǎn)速則會在每分鐘 800-1900r 之間。從操作過程與效果上看,基于數(shù)控滾齒機(jī)使用的為七軸四聯(lián)動形式,在進(jìn)行實(shí)際操作時僅依靠機(jī)械鏈接就能完成該項(xiàng)工作。此外,數(shù)控滾齒機(jī)在實(shí)際應(yīng)用中還帶有一定的智能型特征,相關(guān)人員應(yīng)精準(zhǔn)完成相關(guān)計(jì)算公式的設(shè)計(jì),其操作系統(tǒng)會自覺利用相關(guān)公式來計(jì)算與核對出具體的串刀量,利用該項(xiàng)舉措可有效增強(qiáng)該類設(shè)備的自動化計(jì)算水準(zhǔn)。在使用數(shù)控滾齒機(jī)的過程中,相關(guān)人員可利用其內(nèi)部的剛性來增強(qiáng)機(jī)械齒輪加工切削效果,該類舉措將極大縮減其工作過程中產(chǎn)生的震動頻次,不但能有效增強(qiáng)其作業(yè)穩(wěn)定性,還能有效延展該設(shè)備的應(yīng)用壽命。
成型磨齒機(jī)的選擇:在當(dāng)前的工程機(jī)械齒輪加工切削中,相關(guān)人員還應(yīng)適時關(guān)注該類加工中的齒輪形態(tài)特征。一般來講,齒輪加工內(nèi)的磨齒屬該加工期間的重點(diǎn)內(nèi)容,在進(jìn)行齒輪整體的磨削時要盡量選用展成法,該類方式在具體應(yīng)用中雖然較為傳統(tǒng),但在實(shí)際加工時其內(nèi)部的磨削設(shè)備還存有較大不足,在磨削設(shè)備使用狀態(tài)不佳的情況下,其具體的磨削率將呈現(xiàn)極大的下降趨勢,該類現(xiàn)象在實(shí)際工作中將無助于齒輪生產(chǎn)。為更好地增強(qiáng)齒輪磨削結(jié)果,在進(jìn)行工程機(jī)械齒輪加工切削時,相關(guān)人員可挑選成型磨齒機(jī),相較于傳統(tǒng)展成法內(nèi)的機(jī)械設(shè)備,該類設(shè)備在具體應(yīng)用時可取得較佳效果,即在相同的時間內(nèi),其內(nèi)部磨齒的形成數(shù)量將超出展成法 2 倍,在實(shí)際應(yīng)用時該類設(shè)備的內(nèi)部技術(shù)仍處在不斷完善中,相關(guān)人員需對該設(shè)備的使用過程進(jìn)行嚴(yán)格審查,有效解決其存有的初期燒傷或磨削裂紋等,利用適宜技術(shù)手段可有效改善該類設(shè)備的內(nèi)部缺陷。在使用成型磨齒機(jī)的過程中,相關(guān)人員進(jìn)行適宜探索還可極大提升磨齒期間形成的精度問題,利用高效性舉措來加強(qiáng)該設(shè)備內(nèi)部精度,也可適時修改器整體的齒向與齒形,在完成該項(xiàng)設(shè)備的使用后可極大增強(qiáng)工程機(jī)械齒輪加工切削的整體效果,促進(jìn)機(jī)械設(shè)備運(yùn)行的平穩(wěn)度。
科學(xué)完備車銑復(fù)合中心:在當(dāng)前的工程機(jī)械齒輪加工切削中,相關(guān)人員還可利用有效性舉措科學(xué)完備車銑復(fù)合中心。一方面,在正式進(jìn)行工程機(jī)械齒輪加工切削前,相關(guān)人員應(yīng)適時摸清該企業(yè)內(nèi)部設(shè)備的整體運(yùn)行狀況,利用該項(xiàng)情況的了解來加強(qiáng)設(shè)備切削的整體效率。在建設(shè)車銑復(fù)合中心的過程中,要將切削技術(shù)與機(jī)械加工技術(shù)實(shí)行合理融合,透過對該類裝置的合理管控來提升其運(yùn)行效果。一般來講,在當(dāng)前的車銑復(fù)合中心中,技術(shù)人員需依照較為新穎的技術(shù)手段來加強(qiáng)設(shè)備運(yùn)行過程,高效完成該類設(shè)備內(nèi)部零部件的科學(xué)組裝,在組裝時要遵照特定流程,在確保該項(xiàng)流程運(yùn)行科學(xué)的情況下來增強(qiáng)其加工切削效果。另一方面,車銑復(fù)合中心在開展工程機(jī)械齒輪加工切削的過程中,要合理控制相關(guān)裝置中的旋轉(zhuǎn)速度,經(jīng)過實(shí)際測算可知,其內(nèi)部轉(zhuǎn)速在實(shí)行一定的技術(shù)更新后需達(dá)到每米 1200r 左右,因而技術(shù)人員需對其內(nèi)部轉(zhuǎn)速進(jìn)行合理化設(shè)計(jì),在實(shí)際工作中可借助適宜的網(wǎng)絡(luò)信息技術(shù)來加強(qiáng)其內(nèi)部信息數(shù)據(jù)的控制,對其產(chǎn)生的數(shù)據(jù)信息進(jìn)行合理記錄,有效增強(qiáng)其轉(zhuǎn)速的過程控制,繼而縮減齒輪加工時具體的裝夾時間與周轉(zhuǎn)時間,高效改善機(jī)械齒輪加工切削效果。
加強(qiáng)機(jī)械齒輪加工維護(hù)
一般來講,在實(shí)行工程機(jī)械齒輪加工的過程中,若工作人員選用了高效切削技術(shù),該類舉措可極大提升該類加工工作的實(shí)際效率,在實(shí)際工作中可促進(jìn)機(jī)械齒輪加工的維護(hù)。比如,某工程機(jī)械企業(yè)在開展機(jī)械齒輪加工時,在將高效切削技術(shù)放置到該項(xiàng)流程內(nèi),可適時提升工作效率,相關(guān)人員可精準(zhǔn)檢查出機(jī)械齒輪加工的各項(xiàng)問題,借助有效性舉措解決各類齒輪加工問題。在日常工作中,業(yè)務(wù)人員不但要利用合適的技術(shù)與設(shè)備來強(qiáng)化高效切削技術(shù),還要透過該技術(shù)來更好地維護(hù)機(jī)械齒輪加工過程,提升對該過程控制的合理性。機(jī)械齒輪加工人員在日常工作中要用到多種設(shè)備、技術(shù),可利用合適的信息技術(shù)平臺來精準(zhǔn)規(guī)劃具體的技術(shù)、設(shè)備內(nèi)容,及時檢測高效切削技術(shù)的使用過程,借助有效性方法來完善其應(yīng)用過程,增強(qiáng)切削與齒輪加工的適配性。此外,在實(shí)際應(yīng)用切削技術(shù)時,機(jī)械加工人員應(yīng)適時明確齒輪加工過程的合理性,對其加工的各個 環(huán)節(jié)實(shí)行針對性管理,有效增強(qiáng)機(jī)械齒輪加工的合理性、科學(xué)性,利用該項(xiàng)工作狀態(tài)來完成相關(guān)刀具的選擇,加強(qiáng)切削技術(shù)的高效性。值得一提的是,在維護(hù)機(jī)械齒輪加工的過程中,相關(guān)人員需精準(zhǔn)檢查其加工零部件使用的合理性,透過對該類零部件的科學(xué)檢測來提升齒輪加工的安全性,保障機(jī)械加工效果。
強(qiáng)化機(jī)械齒輪加工切削的監(jiān)督
針對工程機(jī)械齒輪加工工作而言,基于該項(xiàng)加工工作的步驟較多,若未能實(shí)行合理管理將極大縮減機(jī)械齒輪加工的合理性。通常來講,當(dāng)前機(jī)械齒輪加工的總發(fā)展趨勢為高效切削,而在應(yīng)用高效切削時又要注意該項(xiàng)技術(shù)的使用過程,為確保使用過程的科學(xué)性,相關(guān)人員在執(zhí)行高效切削下的機(jī)械齒輪加工時,不但要注意其具體的切削步驟,還要對其切削的精準(zhǔn)度進(jìn)行合理探究,透過對該類數(shù) 值的準(zhǔn)確控制來完善機(jī)械齒輪加工切削水準(zhǔn),也就是說,該過程的執(zhí)行需帶有一定的監(jiān)督性。在實(shí)行機(jī)械齒輪加工切削時,工程機(jī)械企業(yè)管理者需派遣專業(yè)人員來加強(qiáng)對該類作業(yè)步驟的監(jiān)督,在進(jìn)行實(shí)際監(jiān)督時要及時查看機(jī)械齒輪加工切削的步驟,了解該項(xiàng)技術(shù)的具體流程與相關(guān)設(shè)備使用的規(guī)范性,合理提升該項(xiàng)技術(shù)應(yīng)用的精準(zhǔn)度。在開展機(jī)械齒輪加工切削期間,相關(guān)人員需合理掌握適宜的切削加工技術(shù),了解與理解各項(xiàng)機(jī)械齒輪加工的專業(yè)知識,有效提升機(jī)械加工監(jiān)督的準(zhǔn)確性,幫助企業(yè)內(nèi)部的技術(shù)人員解決更多實(shí)際操作問題。此外,在監(jiān)督機(jī)械齒輪加工切削前,相關(guān)人員需及時檢查當(dāng)前的加工作業(yè)環(huán)境,對該操作空間進(jìn)行合理清理,保障該類加工環(huán)境的整潔度、干燥性,將可能出現(xiàn)的加工隱患都遏制在正式的機(jī)械操作前,有助于提升機(jī)械齒輪加工切削的合理性,保障企業(yè)機(jī)械加工切削工作的整體效率。
三、總結(jié)
綜上所述,在開展機(jī)械齒輪加工作業(yè)的過程中,工程機(jī)械企業(yè)應(yīng)適時明確該項(xiàng)加工工作的發(fā)展趨勢,即利用適宜的切削技術(shù)來改善產(chǎn)品質(zhì)量與加工效率,更好地縮減當(dāng)前齒輪加工的勞動強(qiáng)度,使制造業(yè)的加工方向變得更為明朗,增進(jìn)該類企業(yè)的經(jīng)濟(jì)效益、綜合效益。
參考文獻(xiàn)略.